





Оборудование для скрепления оболочковых полуформ - часть 2
В зависимости от способа нагрева клеевого шва в
процессе склеивания полуформ применяют различное оборудование. При
использовании остаточного тепла одной из полуформ применяют пружинные
или вакуумные прессы. Существует большое количество разнообразных по
конструкции пружинных однопозиционных и карусельных многопозиционных
прессов, в конструкцию которых заложен один и тот же принцип — создавать
двустороннее давление на склеиваемую форму с помощью подпружиненных
штифтов.
На рис. 126 приведен однопозиционный пружинный пресс конструкции ЗИЛ,
который состоит из двух неподвижных плит 2, закрепленных на двух
направляющих колонках S, одной подвижной плиты 4, которая приводится в
движение пневматическим цилиндром 1, комплекта пружинных штифтов 5,
редуктора низкого давления 6 и манометра 7. Пуск пресса осуществляется с
помощью двух кнопок и специального электровоздушного крана. В
электрическую сеть управления пресса включено реле времени,
контролирующее выдержку формы под давлением. Подвижная и неподвижная
плиты имеют координатные отверстия для установки пружинных штифтов.
Нижние штифты свободно устанавливаются в эти отверстия, а верхние
добавочно запираются специальными быстродействующими запорами. Как видно
из рис. 127, механизм запора верхних штифтов состоит из пружины с
пальцем 1 и рычага 2. Такое устройство позволяет легко переставлять
штифты применительно к любой конструкции формы и надежно фиксировать их
в верхней подвижной плите пресса.
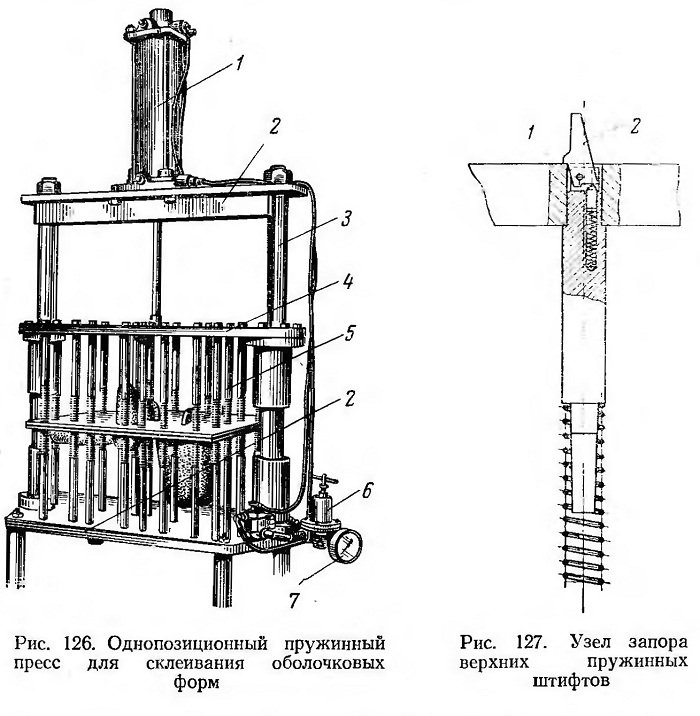
Рис. 126. Однопозиционный пружинный пресс для склеивания оболочковых форм
Рис. 127. Узел запора верхних пружинных штифтов
Конструкция многопозиционных прессов отличается от однопозиционного
наличием карусели, на которой устанавливают несколько однопозиционных
прессов. Применяемые для склеивания оболочковых полуформ вакуумные
прессы создают давление на склеиваемую форму с помощью двух свободно
подвешенных резиновых диафрагм. Склеиваемая полуформа устанавливается на
нижнюю диафрагму, накрывается верхней, между диафрагмами создается
вакуум, под действием которого диафрагмы пресса, облегая склеиваемую
оболочку по контуру, производят на нее давление.
При эксплуатации вакуумных прессов выявилось, что с их помощью можно
клеить небольшие по высоте формы, так как диафрагма пресса, создавая
давление на всю поверхность фор-мы, при наличии высоких литниковых
воронок, прибылей или арочных выступов, оказывает на них настолько
большое давление, что они разрушаются. Недостатком вакуумного пресса
следует считать и невысокую стойкость резиновых диафрагм.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 910.00 руб./шт.

от 0.00 руб./шт.

от 0.00 руб./шт.

от 1500.00 руб./шт.

от 109.00 руб./шт.

от 167.00 руб./шт.

от 46.00 руб./шт.

от 109.00 руб./шт.

от 1426.00 руб./шт.

от 0.00 руб./шт.

от 334.00 руб./шт.

от 265.00 руб./шт.