





§ 59.
Технологические свойства песчано-смоляных смесей
Текучесть. Под текучестью следует понимать способность зерен
песчано-смоляной смеси взаимно перемещаться под воздействием внешних сил
или собственного веса (в последнем случае это свойство следует называть
сыпучестью). Свойство текучести обеспечивает заполнение смесью полости
модельной оснастки при пескодувном заполнении.
При использовании сухих песчано-смоляных смесей определяют сыпучесть.
Этот показатель имеет важное значение при изготовлении оболочковых форм
и стержней сложной конфигурации. Ниже в табл. 32 приводятся данные по
испытанию на сыпучесть песчано-смоляных смесей в сравнении с сухим
кварцевым песком. При испытании были использованы неплакированная и
плакированная смеси на песке марки 1К02А с 6% связующего ПК-104, а также
сухой кварцевый песок марки 1К02А.
32. Результаты испытания на сыпучесть
|
Наименование показателя |
Неплакированная смесь |
Плакированная холодным способом смесь |
Сухой кварцевый песок |
|
Сыпучесть, г/с |
3,7 |
16,6 |
21,7 |
Как видно из данных табл. 32, сыпучесть
неплакированной смеси в 4 раза меньше сыпучести плакированной смеси.
Сыпучесть плакированной смеси приближается к сыпучести сухого песка.
Малая сыпучесть неплакированной смеси может вызвать дефекты форм и
стержней при их формировании (рыхлота, пустоты). В этом отношении
плакированная смесь обеспечивает хорошее заполнение модельной оснастки и
позволяет получать формы и стержни без дефектов.
Текучесть сырых песчано-смоляных смесей является очень важным фактором,
который в значительной степени определяет качественное заполнение
полости модельной оснастки при песко-дувно-пескострельном способе
изготовления форм и стержней. Текучесть уменьшается при увеличении
вязкости связующего и связи между зернами песка, при увеличении
содержания глинистой составляющей, при увеличении трения между зернами
песка за счет применения более мелкого песка.
Заметное влияние на текучесть оказывают вид связующей добавки и содержание ее в смеси. Сравнительные исследования текучести по методике ЗИЛ у различных смесей на основе песка 1К02Б с 4% связующей добавки приводятся в табл. 33. Из данных табл. 33 видно, что наибольшей текучестью обладают смеси на основе фенольных синтетических связующих ВР-1 и фено-лоспирта.
33. Начальная текучесть смесей на основе различных связующих
|
Наименование связующего |
ВР-1 |
Феноло спирт |
КФ-90 |
КФ-40 |
ФФ-1С |
УКС |
|
Текучесть, % |
54 |
60 |
51 |
52 |
40 |
40 |
Живучесть. Очень важным фактором для
рассматриваемого процесса является свойство сырых смесей сохранять
какое-то время свою живучесть, в течение которого приготовленный состав
остается технологически пригодным к употреблению.
Исследования показывают, что живучесть сырых смесей на основе фурановых
и мочевиноформальдегидных смол определяется скоростью реакций этих смол
с катализатором и зависит от времени выдержки и температуры окружающей
среды. Живучесть смесей на основе некоторых связующих представлена в
табл. 34 и 35.
34. Зависимость прочности смеси на сжатие в сыром состоянии от времени хранения
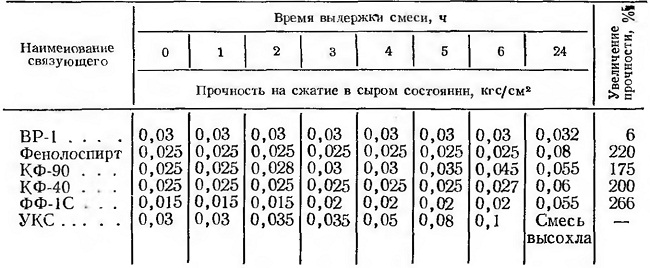
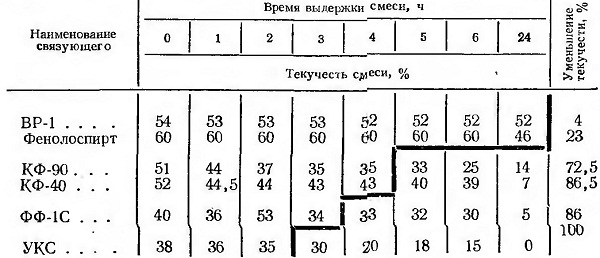
Из данных табл. 34 и 35 видно, что лучшей живучестью обладают смеси на основе фенольных связующих ВР-1, феноло-спирта. Живучесть смесей на основе связующих ФФ-1С и УКС, КФ-90 и КФ-40 равняется 2—4 ч, поэтому они должны быть ис-пользовапы в течение одной смены.
Для большей наглядности зона удовлетворительной текучести исследованных смесей отмечена е табл. 35 сплошной линией. Живучесть сырых смесей резко сокращается при повышении температуры окружающей среды, особенно при использовании сухого кварцевого песка с температурой выше 25° С.
35. Зависимость текучести смесей на основе различных связующих от
времени хранения
Выбиваемость. Потеря прочности связующим
материалом при нагреве обеспечивает податливость форм и стержней и их
выбиваемость. При изготовлении оболочковых форм и стержней применяют в
основном органические связующие материалы, главное отличие которых от
неорганических заключается в том, что они при температурах нагрева
2!?0—350° С теряют свою прочность, разлагаются и сгорают. Однако следует
учитывать, что при разложении органических связующих материалов и их
выгорании образуется кокс, количество которого и его прочность
определяют термостойкость связующего. Исследования показывают, что к
термостойким относится вся группа фенольных связующих: ПК-104, ВР-1,
фенолоспирт, а также фурановые связующие— ФФ-1С, КФ-90.
Использование связующих, которые имеют низкую термостойкость, может
привести к преждевременному разрушению форм и стержней, а следовательно,
к браку отливок. К таким связующим относятся КФ-40 и УКС, поэтому эти
смолы применяют только при получении форм и стержней для отливок из
цветных сплавов.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

