

Методы изготовления оболочковых форм из сухих песчано-смоляных смесей - часть 3
Пескодувный метод
. При свободной засыпке песчано-смоляной смеси на модельную плиту (бункерный и рамочный методы) невозможно регулировать толщину в разных частях оболочки. Максимальную скорость формообразования и заданную толщину в определенных местах оболочки можно получать при помощи пескодувного метода. Один из вариантов пескодувного метода представлен на рис. 85. При пуске воздуха в резервуар1 песчано-смоляная смесь по трубе 2 поступает в рамку 3, закрепленную на нагретой модельной плите 4 и прижатую к головке 5 пескодувной машины. После образования оболочки необходимой толщины давление воздуха снимается, модельная плита опускается и поворачивается на 180° для сброса избытка смеси. Избыток смеси высыпается в бункер 6, расположенный под модельной плитой, и через открытый клапан 7 поступает в резервуар 1. Описанный метод, значительно увеличивая скорость формирования оболочки за счет уплотнения смеси сжатым воздухом, позволяет повысить производительность машин.
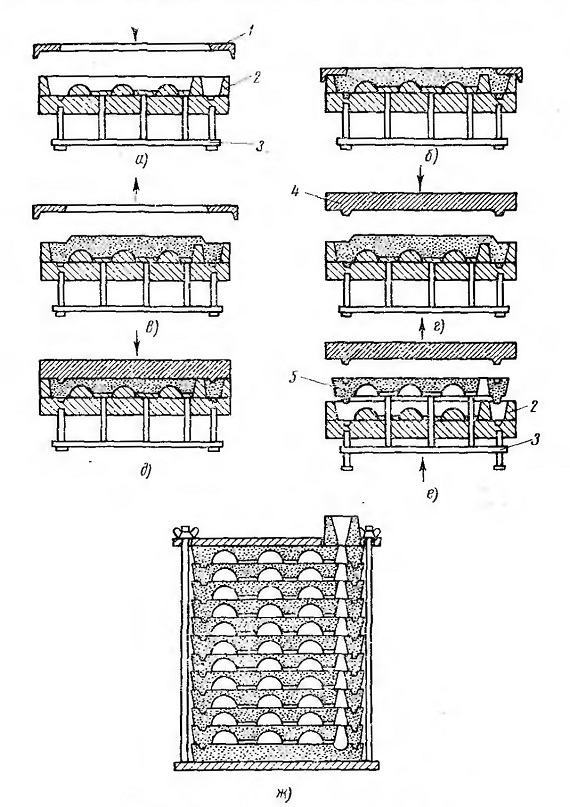
Рис. 84. Изготовление стопочных форм: а — установка рамки для допрессовочного слоя, б — формирование стопочной формы, в — съем рамки, г — установка второй модельной плиты, д — прессование стопочной формы, е — разъем оснастки и съем стопочной формы, ж — собранная стопочная форма
Чтобы получить требуемую толщину оболочки, на нагретую модельную плиту
накладывают контрплиту, повторяющую так форму первой плиты, чтобы между
ними образовалось некоторое пространство, в которое вдувается
песчано-смоляная смесь.
Процесс начинается с насыпания через клапан 2 плакированной смеси в
головку пескодувной машины I (рис. 86, а). Под контрплиту 3,
прикрепленную к нижней части пескодувной головки, подводится модельная
плита 5. После этого клапан 2 закрывается (рис. 85,6), а в полость
пескодувной головки подается сжатый воздух под давлением до 7 ат,
который через щелевые отверстия 4 в контрплите надувает песчано-смоляную
смесь в полость формы. Надув оболочки 6 при таком методе происходит за
3—5 с, после чего давление сжатого воздуха снимается с головки.
Известны способы получения оболочек при помощи холодной контрплиты и
горячей модельной плиты или горячей (электро-обогреваемой) контрплиты и
горячей (электрообогреваемой) модельной плиты. При первом варианте
модельная плита вместе с оболочкой извлекается из контрплиты и
помещается в печь для окончательного отверждения оболочки. Во втором
варианте оболочка после надува отверждается за счет тепла контрплнты и
модельной плиты. Отвержденную оболочку извлекают вместе с модельной
плитой из контрплиты (рис. 86, е) и снимают с модельной плиты при помощи
толкателей.
Пескодувный метод формирования оболочковых форм требует обязательного применения плакированных смесей и усложнения
модельной оснастки за счет использования контрплит. Последнее обстоятельство делает этот метод изготовления рентабельным только в условиях массового изготовления оболочковых форм.
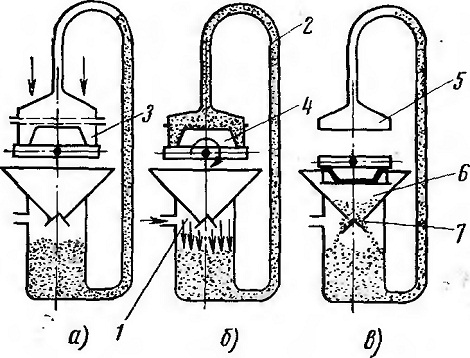
Рис. 85. Формообразование оболочки путем засыпки смеси сжатым воздухом: а — установка модельной оснастки, б — надув смеси и формообразование оболочки, в — сброс избытка смеси
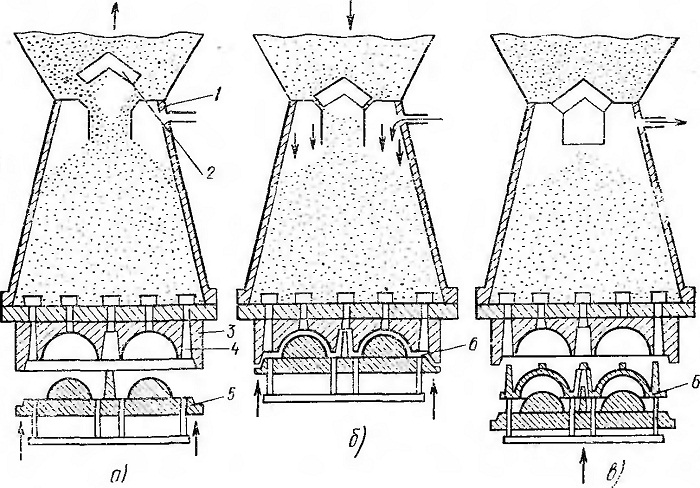
Рис. 86. Формообразование оболочки методом
надува смеси с использованием холодной контрплиты: а — сборка модельного
комплекта, б — надув смеси, в — разъем оснастки и съем
готовой оболочки
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.