

§ 6.
Серый чугун
Наиболее широкое распространение в литейном производстве получил сплав железа с углеродом и кремнием, известный под названием серого чугуна. Этот чугун имеет хорошие литейные свойства, значительно дешевле других сплавов и достаточно прочный.
Серый чугун широкое применяют в машиностроении, так
как он дешев, хорошо обрабатывается, обладает высокими литейными и
механическими свойствами. Однако он имеет низкую вязкость, и поэтому
отлитые из чугуна детали не должны подвергаться ударному воздействию.
Механическая прочность серого чугуна зависит от формы, величины и
распределения графитовых включений, а также от прочности основной
металлической массы — структуры.
В расплавленном чугуне углерод находится в растворенном состоянии и
равномерно распределяется по всей массе расплава. В твердом чугуне
углерод может находиться в виде химического соединения с железом
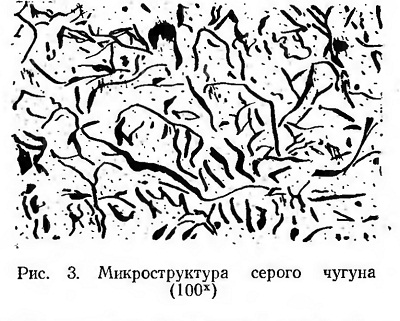
(карбида железа), называемого цементитом. При медленном охлаждении
расплавленного чугуна часть углерода выделяется в виде пластинок графита
(рис. 3), что придает излому отливок серый цвет. Пластинки графита,
вкрапленные в металлическую основу, бывают различными по величине и
форме. Нарушая сплошность основы, включения графита
делают чугун сравнительно хрупким и снижают его
механические свойства. Чем крупнее включения графита, тем ниже прочность
чугуна. Структура металлической основы серого чугуна может состоять из
феррита и перлита.
Феррит представляет собой почти чистое железо, содержащее незначительное
количество углерода; он обладает низкой твердостью и прочностью, но
отличается высокой вязкостью.
Перлит представляет собой смесь цементита (в виде тонких пластинок или
округлых зерен) и феррита. В перлите содержится 0,7—0,8% связанного
углерода. Перлит имеет достаточно высокую твердость. Чугуны, имеющие
перлитную структуру, обладают высокими механическими свойствами.
Кремний способствует выделению графита в чугуне (способствует
графитизации чугуна), улучшает его литейные свойства и понижает
твердость.
Марганец препятствует выделению углерода в виде графита (графитизации),
увеличивает прочность чугуна, способствует образованию цементита (отбелу),
часть его соединяется с серой. При содержании марганца более 1,2%
увеличивается усадка чугуна и повышается его хрупкость.
Фосфор увеличивает жидкотекучесть чугуна и повышает его хрупкость. При
художественном литье применяют чугуны с высоким содержанием фосфора. Для
высокопрочных отливок, подвергающихся ударам, содержание фосфора должно
быть не выше 0,15%.
Сера тормозит выделение графита, увеличивает усадку и хрупкость чугуна.
Сернистые соединения, образующиеся при плавке, частично уходят в шлак и
частично остаются в металле в виде отдельных включений.
Серые чугуны по структуре бывают ферритные, перлитно-ферритные и
перлитные.
Ферритный серый чугун состоит из очень вязкой ос-новы — феррита и
крупных пластинок графита, что обусловливает его низкую прочность. Такой
чугун применяют для производства неответственных отливок.
Перлитно-ферритный серый чугун состоит из перлита, феррита и графита.
Такой чугун обладает довольно высокой прочностью, меньшей стоимостью по
сравнению с перлитным чугуном и поэтому широко применяется в
машиностроении.
Перлитный серый чугун обладает высокой прочностью, умеренной твердостью
и хорошей обрабатываемостью резцом. Высокая прочность этого чугуна
объясняется присутствием в его структуре перлита и мелких пластинок
графита. Вязкость и хорошая обрабатываемость получаются вследствие того,
что цементит находится не в свободном состоянии, а в сочетании с вязким
ферритом, входящим в состав перлита. Так как перлитный чугун дорог, то
идет только на получение ответственных литых деталей машин и станков.
Классификация чугунов по микроструктуре и методы ее
определения приведены в ГОСТ 3443—77. Качество чугунных отливок
определяют по механическим свойствам (табл. 1).
Большое распространение имеют высокопрочные чугуны, получающиеся за счет
малых добавок магния, церия, силикокаль-ция и других присадок, резко
изменяющих структуру и прочностные свойства чугуна. Такие чугуны
сочетают в себе высокопрочную перлитную и очень вязкую ферритную основу
и наиболее выгодную (шаровидную) форму графита, что обусловливает
высокие показатели их механических свойств. Использование высокопрочного
чугуна для получения ответственных отливок еще больше расширило область
применения чугунов в машиностроении.
1. Механические свойства серого чугуна для отливок
(ГОСТ 1412—70)
|
Марка чугуна |
Предел прочности при растяжении, кгс/мм®, ие менее |
Предел прочности при изгибе, кгс/мм2, не менее |
Стрела прогиба, мм, при расстоянии между on орами, мм 600 I 300 |
Твердость по Брииеллю, НВ |
||
|
СЧ 00 |
|
Испытания не производятся |
|
|||
|
СЧ 12—28 |
12 |
28 |
|
6 |
2,0 |
143—229 |
|
СЧ 15—32 |
15 |
32) |
|
о |
9 ^ |
163-229 |
|
СЧ 18—36 |
18 |
36) |
|
о |
z,o |
170—229 |
|
СЧ 21—40 |
21 |
40, |
|
|
|
170-241 |
|
СЧ 24—44 |
24 |
44 |
|
|
|
170-241 |
|
СЧ 28—48 |
28 |
48 |
|
9 |
3,0 |
170—241 |
|
СЧ 32—52 |
32 |
52 |
|
|
|
187—255 |
|
СЧ 35—56 |
35 |
56 J |
|
|
|
197—269 |
|
СЧ 38—60 |
38 |
60 |
|
10 |
3,5 |
207—269 |
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 890.00 руб./шт.

от 185.00 руб./шт.

от 132.00 руб./шт.

от 103.00 руб./шт.

от 391.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 0.00 руб./шт.

от 2559.00 руб./шт.

от 1578.00 руб./шт.

от 890.00 руб./шт.