





Машины для изготовления оболочковых форм и стержней из сырой песчано-смоляной смеси - часть 2
Установка модели 2БН83 для изготовления оболочковых стержней из сырых смесей
Заводами «Красная Пресня», ВНИИЛитмаш и ЗИЛ разработана специальная у
становка модели 2БН83 для изготовления
оболочковых стержней из сырых смесей
. Установка (рис. 122) состоит из пескострельной машины 1, на специальном столе 2 которой установлены пневматические цилиндры 3 и 4 для разъема модельной оснастки, половинок стержневых ящиков 5 и 6, закрепленных на подвижных нагревательных плитах 7 и 8, половинок ящиков 9 и 10, закрепленных на центральной неподвижной нагревательной плите 11, калориферного устройства для продувки стержней горячим воздухом и устройства для автоматического извлечения готовых стержней из ящика и выдача их на позиции съема.
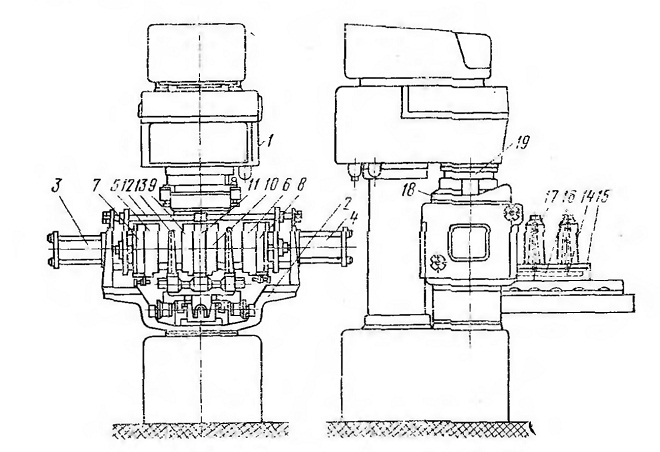
Рис. 122. Стержневая машина модели 2БН83
Устройство для продувки стержней горячим воздухом
состоит из электрокалорифера и системы трубопроводов, соединяющих
калорифер с металлическими пустотелыми вставками.
Подвижные и неподвижные половинки стержневого ящика нагреваются при
контакте с нагревательными плитами за счет встроенных в них
электрических нагревателей патронного типа. Фиксирование половинок
ящиков при открывании и закрывании осуществляется направляющими
колонками 12.
В конструкцию модельной оснастки входят сменные пустотелые вставки 13,
закрепленные на специальной планке 14 и подвижной каретке 15. В верхней
части каретки имеется канал 16 для подачи горячего воздуха. Канал
сообщается со щелевыми отверстиями, предусмотренными во вставках.
При надуве смеси в ящик в нем формируется пустотелый стержень 17,
который в момент отверждения получает тепло от стенок ящика и
одновременно через центральную его часть про-дуваепся горячим воздухом.
После отверждения подача горячего воздуха прекращается, вставка
протягивается на 3 мм и тем самым отрывается от стержня. Затем
стержневой ящик раскрывается, при этом стержень отрывается от
неподвижной половинки стержневого ящика и движется вместе с подвижной
половинкой на вставке за счет специально предусмотренной сжатой пружины.
Затем стержень отрывается от подвижной половинки ящика, которая
продолжает двигаться некоторое время вперед, освобождая каретку. После
этого каретка вместе со стержнем (или стержнями) движется вперед на
позицию удаления готовых стержней.
Работа полуавтоматической установки 2БН83 начинается с операции нагрева
стержневых ящиков. Температура нагрева оснастки контролируется и
регулируется автоматически. Затем ящик поджимается вместе со столом 2 к
водоохлаждаемой надувной плите 18 пескострельной головки 19. Надув смеси
в ящик осуществляется через специальные щелевые отверстия.
После надува стол 2 опускается вниз вместе с модельной оснасткой, при
этом автоматически включается продувка стержня горячим воздухом.
Продолжительность отверждения стержня в горячем ящике зависит от толщины
стенки стержня и ро-да связующего.
После отверждения по команде от реле времени прекращается подача
горячего воздуха в стержень, происходит протяжка вставок, а затем
стержневые ящики раскрываются и автоматически извлеченный стержень
выдается вперед для съема оператором вставок. Затем ящики очищаются
сжатым воздухом, спариваются, и цикл повторяется.
Управление установкой на пооперационном и полуавтоматическом режимах
осуществляется одним рабочим со специального пульта управления.
Установка 2БН83 может работать одновременно на двух стержневых ящиках с
вертикальным разъемом и толщиной по 100 мм или на одном ящике с
вертикальным разъемом и толщиной до 250 мм.
Техническая характеристика машины 2БН83
Производительность........ до 50 съемов
в час
Размеры стержневых ящиков, мм:
высота........................400
ширина........................400
толщина....................100 или 250
Габаритные размеры машины, мм 1840Х1510ХХ2200
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 890.00 руб./шт.

от 185.00 руб./шт.

от 132.00 руб./шт.

от 103.00 руб./шт.

от 391.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 0.00 руб./шт.

от 2559.00 руб./шт.

от 1578.00 руб./шт.

от 890.00 руб./шт.