





§ 24.
Песчано-глинистые материалы
Основной составной частью формовочной и стержневой смеси является кварцевый песок SiО2, или кремнезем. В природе пески встречаются в смеси с глиной. Если кремнезема в такой смеси содержится более 50%, то смесь относится к пескам, если же кремнезема менее 50% — к глинам. Пески и глины добывают в карьерах. Название пескам и глинам присваивают в зависимости от места их добычи.
3. Класс и состав формовочных песков
|
|
|
|
|
Содержание вредных примесей |
|
|
Класс |
Наименование песка |
Содержание глинисюй составляющей, % |
Содержание коемиезема Si02, % |
окислы щелочноземельных и щелочных металлов, %, не более |
ОКИСЛЫ железа FeaOa* /о» ие более |
|
Об1К |
Обогащенный кварцевый |
<0,2 |
>98,5 |
0,40 |
0,20 |
|
062К |
То же |
<0,5 |
>98,0 |
0,75 |
0,40 |
|
ОбЗК |
» |
<1,0 |
>97,5 |
1,00 |
0,60 |
|
1К |
Кварцевый » |
<2,0 |
>97,0 |
1,20 |
0,75 |
|
2К |
<2,0 |
>96,0 |
1,50 |
1,00 |
|
|
зк |
» |
<2,0 |
>94,0 |
2,0 |
1,50 |
|
4К |
» |
<2,0 |
>90,0 |
— |
— |
|
т |
Тощий |
>2,0<10,0 |
— |
— |
— |
|
п |
Полужирный |
>10,0 <20,0 |
— |
— |
— |
|
ж |
Жирный |
>20,0<30,0 |
— |
— |
— |
|
ож |
Очень жирный |
>30,0<50,0 |
|
— |
|
14. Группа формовочных песков
|
Наименование песка |
Группа |
Номера сит, на которых остаются зериа основной фракции |
||
|
Грубый . . . |
063 |
1 |
063 |
04 |
|
Очень крупный .... |
04 |
063 |
04 |
0315 |
|
Крупный ... |
0315 |
04 |
0315 |
02 |
|
Средний |
02 |
0315 |
02 |
016 |
|
Мелкий |
016 |
02 |
016 |
01 |
|
Очень мелкий . |
01 |
016 |
01 |
0063 |
|
Тонкий |
1)063 . |
01 |
0063 |
005 |
|
Пылевидный |
005 |
0063 |
005 |
Тазик |
Формовочные пески делятся на классы и группы (ГОСТ
2138—74). Классы песка определяют в зависимости от химического состава
(табл. 13), а его группу (табл. 14)—по зерновой структуре, т. е. по
размерам зерен. Класс характеризует чистоту кварцевого песка в
зависимости от содержания в нем глины и вредных примесей. Вредными
примесями в песке являются известняк, магнезит, окислы железа,
сульфидная сера, которые способствуют образованию пригара на отливках.
Группы песка характеризуют его крупность и устанавливаются по величине
зерен основной фракции. Чтобы определить величины зерен, песок
просеивают через набор сит с уменьшающимися размерами ячеек, причем
основной его фракцией считается наибольшая сумма остатков на трех
последовательно (смежно) расположенных ситах. Группу песку присваивают
по среднему из трех номеров сит.
Кроме того, формовочные пески подразделяют на две категории А и Б. К
категории А относят пески с большим остатком на
крайнем верхнем сите основной фракции, чем на
крайнем нижнем, а к категории Б относят пески с большим остатком на
крайнем нижнем снте, чем на крайнем верхнем. В марке формовочных песков
указывают также класс, группу и категорию (например 3K0315A).
Из кварцевых песков в основном изготовляют стержневые и формовочные
смеси. Тощие, полужирные и жирные пески предназначают для изготовления
форм и стержней при производстве тяжелых чугунных и цветных отливок.
Глины состоят из одного или нескольких минералов, содержащих А1203,
зерна кварца, и небольшой примеси некоторых минералов, не имеющих
глинозема. Глины широко встречаются в природе и классифицируются по трем
основным признакам (ГОСТ 3226—65).
По способности к набуханию (впитыванию влаги) формовочные глины делятся
на два вида: обыкновенные и специальные — бентониты.
По связующей способности глины делятся на шесть групп (табл. 15).
Связующая способность оценивается пределом прочности на сжатие в сухом и
влажном состоянии.
15. Формовочные глины
|
Г лииа |
Группа |
Предел прочности на сжатие опытного образца, кгс/см* |
|
|
во влажном состоянии |
в сухом состоянии |
||
|
Прочносвязующая |
1 |
>i,i |
>5,5 |
|
Среднесвязующая |
2 |
0,79—1,10 |
3,5-5,5 |
|
Малосвязующая . . |
3 |
0,50—0,80 |
<3,5 |
По огнеупорности, т. е. способности выдерживать высокую температуру не оплавляясь, обыкновенные формовочные глины делятся на три сорта (табл. 16).
16. Группы формовочных глин
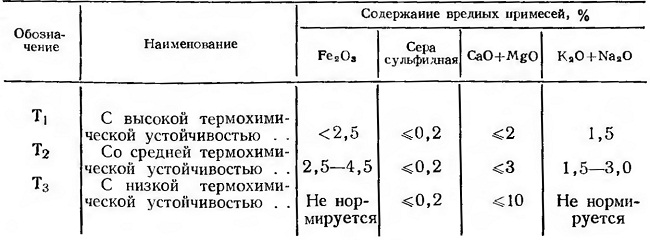
Обыкновенная формовочная глина впитывает влагу
только поверхностными слоями своих чешуек.
У бентонитовой глины вода проникает внутрь самих частиц, -благодаря чему
связующая способность ее в 2—-3 раза больше, чем у обычной формовочной
глины.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.