





Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей - часть 2
Центробежный метод
. Формирование оболочковых стержней с помощью центробежного метода (рис. 88) осуществляют во вращающемся стержневом ящике 2, постоянно нагреваемом в печи 1. Процесс изготовления оболочковых стержней центробежным способом начинается с загрузки лотком 3 во вращающийся стержневой ящик определенной порции песчано-смоляной смеси. Подпружиненный диск 4 входит в контакт с торцом вращающегося стержневого ящика и закрывает его знаковое отверстие. С помощью оси 5 мерный лоток поворачивается на 180° и высыпает песчано-смоляную смесь. Под влиянием центробежных сил песчано-смоляная смесь равномерно распределяется и уплотняется по внутренней стенке ящика, образуя оболочковый стержень 6. Выброс смеси из ящика предотвращается диском 4. После формирования стержня мерный лоток выводится из ящика. Стержень 6 отверждается за счет тепла подогреваемого в печи ящика и после отверждения выталкивается из него пневматическим толкателем. 7.Описанный способ изготовления оболочковых стержней применяют при изготовлении несложных по конфигурации стержней для нужд серийного и массового производства.
Физической основой центробежного метода
изготовления оболочковых стержней является наличие постоянного поля
центробежных сил, под действием которых протекает процесс формирования и
уплотнения стержня и последующее его отверждение.
Если загрузить порцию песчано-смоляной смеси в нагретый стержневой ящик,
скорость вращения которого превысит неко-торую критическую величину, то
на частицы смеси начнет действовать центробежная сила С, величина
которой будет равна силе тяжести смеси G. Вследствие этого смесь
прижмется к внутренним стенкам стержневого ящика и начнет вращаться
вместе с ним.
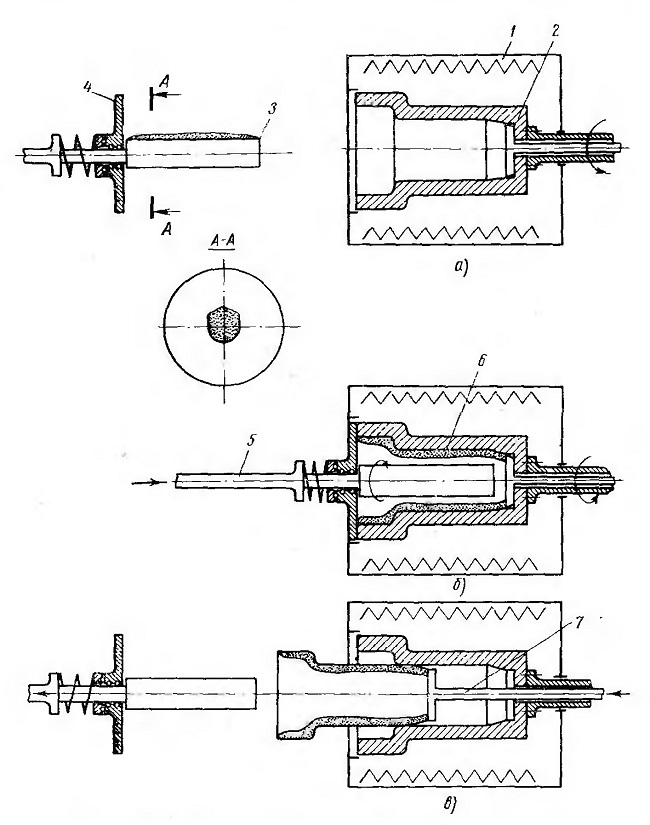
Рис. 88. Центробежный метод изготовления стержней: а — введение лотка в стержневой ящик, б — высыпание смеси из лотка в стержневой ящик и формирование стержня, в — извлечение лотка и выталкивание готового стержня
Метод высадки. Этот метод применяют для
получения сплошных и пустотелых стержней из сухой песчано-смоляной
смеси. Сечение таких стержней может быть круглым, прямоугольным и
многогранным.
Плакированная песчано-смоляная смесь подается из водоохлаждаемого
бункера 4 (рис. 89) в сменную пресс-форму I из закаленной стали. Шток 5,
связанный шарнирно с пневматическим цилиндром, совершает
возвратно-поступательное движение. При таком движении шток проталкивает
песчано-смоляную смесь через нагретую пресс-форму 1, из которой после
отверждения выходит непрерывный стержень 2. Такой стержень разрезается
на мелкие стержни определенной длины.
Пресс-форма постоянно нагревается электрическими элементами 3. Ввиду
большого уплотнения смеси при высадке стержни имеют малую
газопроницаемость, поэтому при получении стержней методом высадки
используют смеси на крупнозернистом песке.
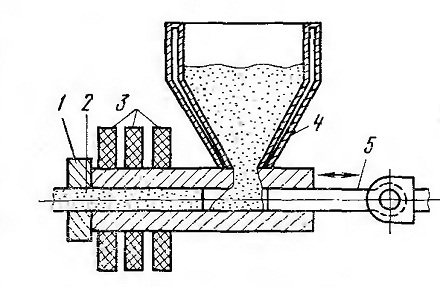
Рис. 89. Метод высадки стержней
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

