





§ 39.
Элементы механизации процессов приготовления и раздачи формовочных и стержневых смесей
Процесс приготовления и раздачи формовочных и стержневых смесей состоит из различных технологических операций, требующих для своего осуществления самого разнообразного технологического и транспортного оборудования. Современная центральная землеприготовительная система вместе с линией доставки свежих формовочных материалов и горелой земли и линий раздачи готовой формовочной смеси по расходным бункерам представляет собой замкнутую систему (рис. 46). Ручное обслуживание требуется только при распределении смеси по
расходным бункерам и при изготовлении смеси на
смесителях периодического действия, где необходимы дозировка и разгрузка
замесов по заданному циклу работы.
В современных литейных цехах работа этих узлов также автоматизирована.
Для смешивания формовочных и стержневых смесей в этих цехах применяют
бегуны маятникового типа, которые обеспечивают высокое качество
формовочной смеси и большую производительность.
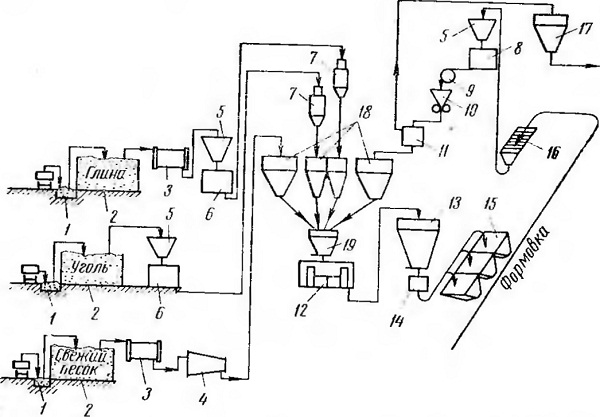
Рис. 46. Принципиальная схема процесса
приготовления формовочных и стержневых смесей:
1 — приемное устройство, 2 — бункер, 3 — барабанное сушило, 4 — сит«.
5 — промежуточный бункер, 6 — мельница, 7 — циклои, 8 — молотковая
дробилка, 9 — электромагнитный сепаратор, 10— вальцовая дробилка,
11— сепаратор, 12—смешивающие бегуны, 13 — бункер-отстойник, 74-—
аэратор (для разрыхления смеси), 15 — расходные бункера, 16 — выбивная
решетка, 17 — бункер отходов, 18 — промежуточные бункера, 19 *—
дозатор
Автоматическое управление комплексом операций, выполняемых при изготовлении формовочной смеси, должно быть связано также с контролем технологического процесса и возможно при наличии соответствующих приборов, которые автоматически контролируют исходную влажность горелой земли, регулируют подачу воды в бегуны и проверяют влажность готовой смеси на ленточном транспортере. Регулирование загрузки бункеров над формовочными машинами и бегунами осуществляется автоматически плужками-сбрасывателями. Такое управление исключает надобность в постоянном наблюдении за наличием необходимого запаса материалов в бункерах со стороны обслуживающего персонала. Управление плужками-сбрасывателями 2 (рис. 47) осуществляется по определенному уровню смеси в бункере 5, устанавливаемому маятниковым указателем-лопаткой 4, которая воздействует на конечный выключатель 6.
При замыкании контактов конечного выключателя включается силовой электромагнит 3, усилие которого через рычаг передается на плужковый сбрасыватель 2. Под действием усилия электромагнита сбрасыватель опускается на ленту 1 и смесь поступает в бункер до тех пор, пока отклонившаяся под давлением смеси указатель-лопатка не разомкнет контакты конечного выключателя 6 и не обесточит электромагнит 3. После обесточивания
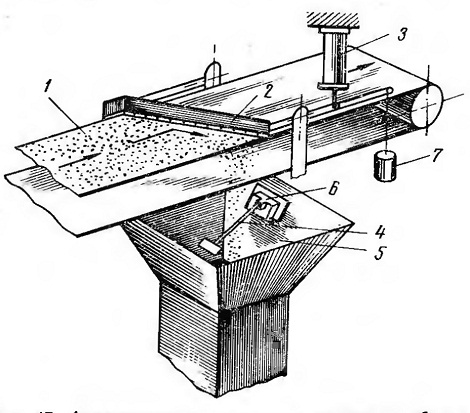
Рис. 47. Автоматическое управление плужками-сбрасывателями
электромагнита плужок под действием груза 7 поднимается и смесь проходит
мимо бункера.
Кроме смешивающих бегунов, смесеприготовительные отделения литейных
цехов оборудуют питателями, дозаторами, магнитными сепараторами,
аэраторами и другими механизмами.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.