

ГЛАВА VII
ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ СМЕСЕЙ, ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
§ 66.
Машины для изготовления сухих песчано-смоляных
смесей
Приготовление неплакированных смесей несложно и обычно производится на
оборудовании, имеющемся в любом литейном цехе: в бегунах или лопастных
смесителях.
Для приготовления неплакированной смеси чаще всего применяют бегуны,
конструкция которых представлена на рис.
100. Кварцевый песок с помощью загрузочного механизма (дозатора)
засыпается в чашу 1, в которой на некоторой высоте от ее дна вращаются
катки 2. Катки свободно посажены на горизонтальную ось 3, вращающуюся
вокруг вертикального вала 4. При вращении катки 2 свободно
перекатываются по смеси, перемещая, но не дробя ее, при этом передвижные
плужки 5 направляют смесь под катки. При перемешивании песок
увлажняется, а затем в него вводится определенное количество связующего
ПК-104. После окончания цикла перемешивания песчано-смоляная смесь
выпускается из бегунов через люк 6, имеющийся в днище бегунов.
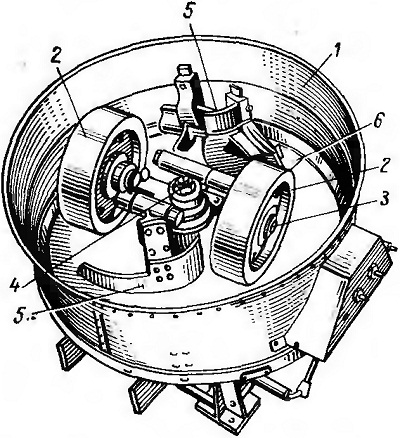
Рис. 100. Смешивающие бегуны для изготовления неплакированной смеси
Плакированную смесь холодным способом можно
получать в центробежных бегунах (рис. 101). Смеситель такой конструкции
представляет собой глубокую чашу 1, облицованную внутри резиновой лентой
2. На траверсе 3, укрепленной на вертикальном валу 4, подвешены на
маятниках (шарнирно устроенных рычагах 5) два облицованных резиной катка
6. Последние могут вращаться в горизонтальной плоскости. При запуске
электродвигателя 7 образующаяся при вращении вала 4 центробежная сила
отбрасывает катки к борту чаши, благодаря чему они приобретают два
движения — вращение вокруг собственной оси и обегание внутренней боковой
поверхности чаши. Загруженные с помощью дозаторов в воронку 8 материалы
(песок и смола) падают на неподвижный диск 9, а затем подбрасываются
специально предусмотренными лопатками под катки. Лопатки закреплены на
траверсе и вращаются вместе с катками вокруг оси смесителя.
Песчано-смоляная смесь, перемешанная с растворителем, находясь во
взвешенном состоянии, подвергается интенсивной продувке воздухом,
поступающим по трубе 10 от вентилятора. Выделяющиеся при этом пары
растворителя уходят в трубу 11. Растворитель отмеривается дозатором 12 в
строго необходимом количестве, а затем подается по трубе через резервуар
13 в смеситель. После просушки и размельчения смесь выгружается на
вибрационное сито через периодически открывающуюся дверцу,
предусмотренную в боковой поверхности чаши.
Для получения холодноплакированных смесей непрерывным способом на
Киевском мотоциклетном заводе разработан и используется вертикальный
автомат непрерывного смешивания. Установка (рис. 102) состоит из
накопительных бункеров для песка 1 и 2. Питание бункеров осуществляется
элеватором 3 через перекидной желоб. Песок из бункеров поступает через
щелевые дозаторы. Контроль поступления песков обеспечивается подпружиненными течками 4, соединенными с электроконтактами 5. На струю песка, стекающую по течке из форсунок 6, подается растворитель из специальных бачков. Песок с растворителем перемешивается в шнековолопастном смесителе 7, а затем по конусообразной воронке ссыпается на ленточный смеситель 8, состоящий из двух движущихся в одном направлении,
но с разной скоростью ленточных транспортеров 9 и 10. Соприкасающиеся ленты смесителя проходят между подпружиненными катками 11. На ленточный смеситель из виброшнекового дозатора 12 подается связующее ПК-104, которое поступает из бункера 13, наполняемого элеватором 14. Для устранения зависания связующего ПК-104 в бункере смонтирована мешалка 15.
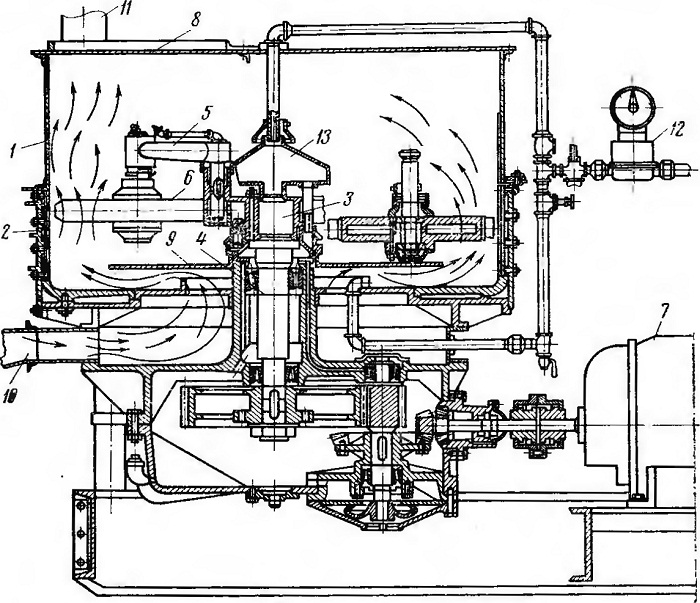
Рис. 101. Схема центробежного смесителя для изготовления плакированной смеси холодным способом
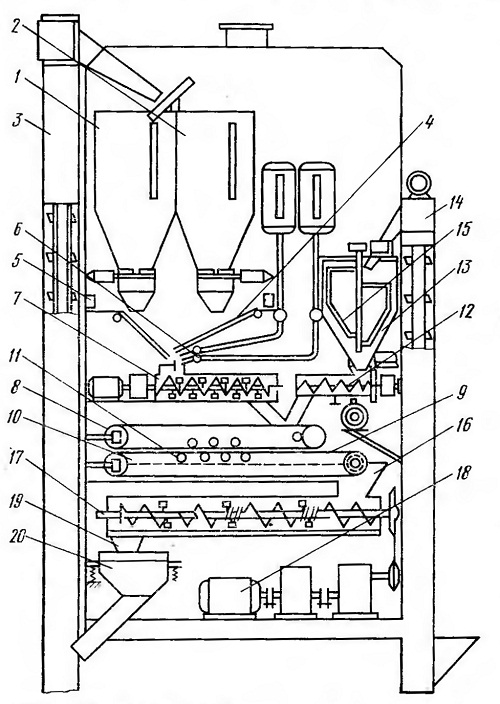
Рис. 102. Вертикальный автомат непрерывного смешивания для изготовления сухих песчано-смоляных смесей холодным способом
С ленточного транспортера предварительно плакированная смесь поступает через воронку 16 в специальный смеситель, представляющий собой двухвалковые прерывистые шнеки 17, приводимые во вращение электродвигателем 18. Из лотка 19 смесь поступает в вибрационное сито 20, а затем транспортером раздается по бункерам формовочных и стержневых автоматов.
Для изготовления плакированных песчано-смоляных смесей горячим способом применяют бегуны или лопастные смесители, в которые подается предварительно нагретый песок или песок, нагретый в процессе перемешивания с новолачной смолой за счет продувки горячим воздухом (рис. 103).
На ряде отечественных заводов применяется установка
(рис. 104) для непрерывного приготовления плакированных смесей горячим
способом. Установка включает в свой комплекс сле-дующие узлы: газовую
печь 1 для нагрева песка в «кипящем» слое до температуры 155+15° С,
двухвальный лопастной смеситель 5, узел 2 подачи горячего песка в
смеситель, узел 3 подачи новолачной смолы в смеситель, устройство 4 для
приготовления и подачи водного раствора уротропина и борной кислоты,
узел 6 охлаждения, размола и рассева смеси, узел 7 отбора готовой смеси
и узел 8 подачи чешуйчатой новолачной смолы в расходный бункер.
При изготовлении горячеплакированной смеси непрерывным способом в
нагретый до 155—170° С песок вводят 4—6% новолачной смолы № 104 (в виде
чешуек) и после перемешивания ее с песком на определенном участке
лопастного смесителя вводят 0,4—0,6% водного 40%-ного раствора
уротропина с борной кислотой (0,05%).
Борную кислоту вводят в смесь для повышения вязкости смолы в
термопластичном состоянии, что способствует уменьшению дефектов форм и
стержней в процессе формообразования.
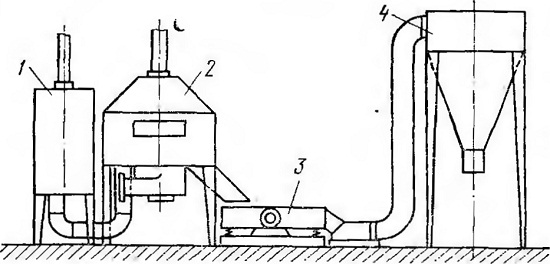
Рис. 103. Установка для плакирования смеси
горячим способом:
1 — воздухоподогреватель, 2 — смешивающие бегуны, 3 — вибрационное сито,
4 — бункер для готовой смеси
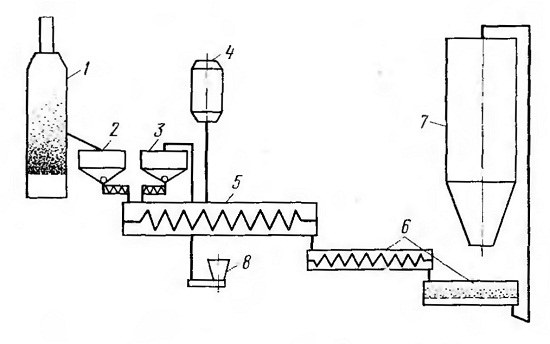
Рис. 104. Схема установки для непрерывного получения плакированной смеси горячим способом
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.