

§ 69.
Элементы установок для изготовления оболочковых форм и стержней из сухой смеси - часть 1
Нагревательная печь. Для нагрева плит и отверждения оболочек наибольшее распространение получили электрические или газовые печи. Температурный режим печи определяется технологическим процессом и может колебаться в пределах 300— 500° С. Печь должна обеспечивать равномерный прогрев отверждаемой оболочки, и поэтому важно получать минимальные перепады температуры по длине и высоте рабочего пространства. Постоянство температуры — одно из основных требований к печи Для достижения этого в печах предусматривается хорошая теплоизоляция, мощные нагревательные элементы и автоматическое регулирование температуры нагрева последних. Важное значение имеет правильность расположения нагревательных элементов в печи.
В современных машинах для изготовления оболочковых форм нагрев модельных плит в печах обычно осуществляется от двух электрических источников, один из которых расположен под модельной плитой, другой смонтирован над нею или на боковой стенке. Первоначальный прогрев модельной плиты происходит от обоих источников (рис. 105, а); при этом скорость и равномерность нагрева плиты будут зависеть от правильного
расположения источников тепла. При нанесении на
горячую модельную плиту песчано-смоляной смеси температура плиты
понижается, так как часть тепла расходуется на прогрев смеси, а часть
передается в атмосферу.
Во время отверждения оболочки в печи необходимое для нагрева модельной
плиты тепло поступает только от нагревателей, расположенных под
модельной плитой, так как слой песчано-смоляной смеси, покрывающий
модель, затрудняет переход тепла от верхних или боковых нагревателей к
модельной плите
(рис. 105,б); тепло нагревателей в этом Случае
будет расходоваться только на отверждение оболочки. Время, потребное для
нагрева модели до рабочей температуры по сравнению с начальным нагревом,
при этом увеличивается. При работе на машине, в которой нагрев модельных
плит осуществляется только нижними нагревателями, время, потребное для
нагрева модели до нужной температуры, еще больше увеличивается.
На рис. 106 приводится устройство простейшей электрообогреваемой печи с
нагревателями, расположенными только на подине печи. Как видно из этого
рисунка, электропечь состоит из двух сварных кожухов — внешнего 1 и
внутреннего 2, между которыми набивается изоляция (шлаковая вата) 3.
Дверца 7 печи поднимается и опускается при помощи пневматического
цилиндра 6. Нагревательные элементы представляют собой фарфоровую трубку
9 с намотанной на нее спиралью 10 из нихро-мовой проволоки. Нагреватели
могут работать как с трансформатором, так и непосредственно от сети
напряжением 220 и 380 В. Для удобства транспортировки модельной плиты в
печи установлен отрезок рольганга 8, по роликам которого вкатывается и
выкатывается модельная плита. Для удаления газов из рабочей зоны печи
выведена труба 5, соединенная с вентиля-ционной системой. Для
поддержания заданной температуры в рабочей зоне печи установлена
термопара 4, связанная с терморегулятором. Постоянство температуры,
компактность, удобство обслуживания и незагазованность рабочей атмосферы
— основные преимущества электрических печей.
К недостаткам электропечей следует отнести низкую стойкость
электрических спиралей, которые быстро перегорают. В этом отношении печи
с газовым обогревом надежны в работе и отличаются большей экономичностью
по сравнению с электрическими. Контроль и поддержание постоянства
температуры в этих печах также осуществляются автоматически.
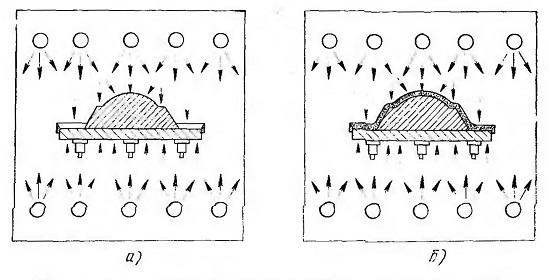
Рис. 105. Схема передачи тепла от источников к модельной плите: а <— нагрев плиты без оболочки, б — нагрев плиты с оболочкой
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.