





§ 52.
Разделительные составы в литейном производстве
При изготовлении оболочковых форм и стержней наблюдается прилипание
(адгезия) песчано-смоляных смесей к рабочей поверхности модельной
оснастки, что снижает производидельность, ухудшает качество поверхности
форм и стержней и является одной из причин брака. Наиболее сильное
прилипание песчано-смоляной смеси к оснастке наблюдается при
использовании в качестве связующих фенолоформальдегидных смол.
Чтобы уменьшить прилипание смесей, применяют специальные разделительные
составы, которые наносят на рабочую поверхность модельной оснастки в
виде тонкой пленки. Наличие такой пленки устраняет активный контакт
песчано-смоляной смеси с модельной оснасткой и значительно уменьшает
величину адгезионной связи. Все разделители можно разбить на две группы:
вещества нефтяного происхождения и кремнийоргани-
ческие полимеры. Выше в табл. 23 приводятся
разделители, которые нашли наибольшее применение в промышленности.
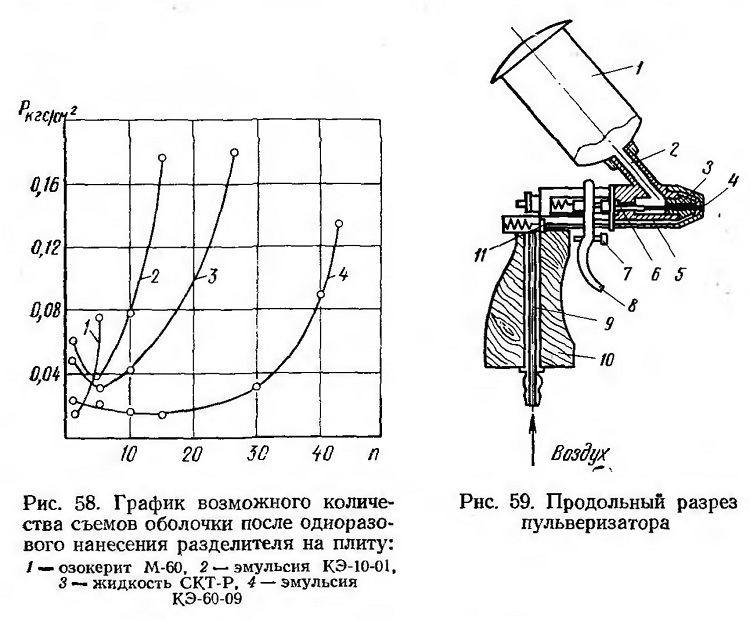
Разделитель СКТ-Р обеспечивает максимальное количество съемов при
минимальном усилии; минимальное количество съе-мов получается при
использовании разделителей нефтяного происхождения (рис. 58).
23. Разделительные составы
|
Наименование |
Состав |
ГОСТ или ТУ |
Область применения |
|
СКТ-Р |
3%-ный раствор синтетического термостойкого каучука марки СКТ в уайт- спирите |
ГОСТ 14680-69 |
При изготовлении форм и стержней из смесей на основе различных связующих и при использовании оснастки с закрытым электрическим нагревом |
|
Эмульсия КЭ-60-09 |
Эмульсия на основе каучука СКТН-А, разбавленная дисцил- лированной водой в соотношении 1 : 15 |
ТУ 6-02-858-74 |
При изготовлении форм и стержней на основе различных связующих и при использовании оснастки с электрическим и газовым нагревом |
|
Эмульсия КЭ-10-01 |
Кремнийорганиче- ская эмульсия, разбавленная дистиллированной водой в соотношении 1 : 15 |
ТУ 6-02-587-70 |
При изготовлении форм и стержней на основе карбамидно-фура- новых связующих и при использовании оснастки с электрическим и газовым нагревом |
|
Озокерит М-60 |
Расплав озокерита |
ВТУ 288-49 |
При изготовлении форм и стержней из смесей на основе карба- мидных и карбамидно- фурановых связующих и при использовании оснастки с закрытым электрическим нагревом |
Разделители наносят на модельную оснастку с помощью
кисти, тампона или пульверизатора.
Продольный разрез такого пульверизатора показан на рис. 59.
Пульверизатор приводится в действие сжатым воздухом, который поступает
по каналу 9. При нажатии курка 8 открывается клапан 11, величина
открытия которого регулируется упорным винтом 7. Пройдя клапан 11,
воздух через канал 5 попадает в кольцевой канал насадки 3, откуда через
кольцевое отверстие выбрасывается наружу. Разделитель наливается в бачок
1, откуда самотеком через канал 2 и коническое
отверстие 4 вытекает наружу. Величина отверстия 4 регулируется движением
иглы 6, которая своим коническим концом плотно входит в коническое
отверстие 4. Игла 6 связана с курком 8. При нажатии на курок
одновременно с открыванием воздушного клапана 11 движением иглы назад
открывается отверстие для выхода разделителя. Проходящий через канал
пульверизатора сжатый воздух (при давлении 2,5—5 ат) увлекает с .собой
частицы раздели-теля и распыляет их. Для удобного держания
пульверизатора служит ручка 10. Сжатый воздух от цеховой магистрали
подводится к пульверизатору резиновым шлангом.
Разделители делятся на жидкие и твердые, причем последние, наносят на
модельную оснастку пульверизатором только в расплавленном состоянии. Для
этого на ручной пульверизатор устанавливают специальный
электрообогреваемый бачок.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

