





§ 46.
Понятие о методах испытаний связующих в литейном производстве
Синтетические связующие перед отправкой потребителю контролируются по ряду показателей. Важнейшими из них являются: определение подвижности, тонкости измельчения, вязкости, скорости отверждения, концентрации водородных ионов (pH) и др. Проверяемые свойства и методы испытаний зависят от вида связующего. Так, например, связующее ПК-104 для сухих песчано-смоляных смесей контролируются по следующим показателям.
Подвижность. В соответствии с ГОСТ 13507-68 основным физико-химическим методом контроля связующего ПК-104 является определение подвижности его расплава. Величина подвижности зависит от физико-химических свойств смолы и температуры ее нагрева. Поэтому данный показатель способен давать сравнительную оценку вязкотекучих свойств различных партий связуюшего ПК-104 и тем самым характеризовать технологическое поведение их (отслаивание и сползание песчаносмоляной смеси) в процессе изготовления оболочковых форм и стержней.
Для оценки показателя подвижности применяют прибор конструкции НИИПМ и ЗИЛ (рис. 56), который состоит из верхней J и нижней 2 стальных полуформ, двух электрических элементов нагрева 3 патронного типа, пуансона 4 (массой 260±1 г), направляющего устройства 5 для пуансона и средств регулирования температуры нагрева полуформ. Верхняя полуформа имеет сообщающиеся отверстия: вертикальное 6 (020±0,5 мм)
и горизонтально полукруглое 7 (R 2,5+0,05 мм). Температура нагрева формы фиксируется термометром с ценой деления 1° С, который вставляется в отверстие 8, предусмотренное в верхней полуформе.
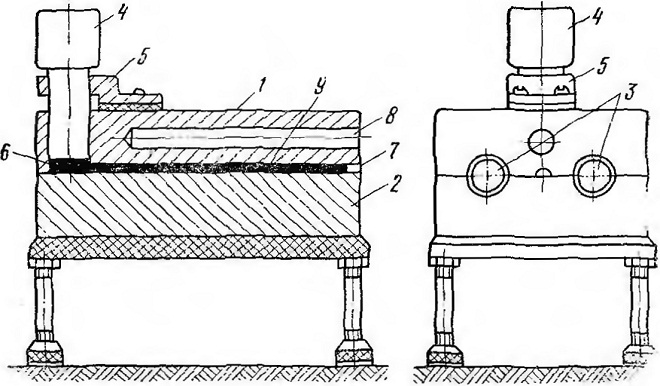
Рис. 56. Схема прибора для определения подвижности связующего ПК-104
Для определения подвижности Г1К-104 взвешивают в бюксе 3+0,1 г
испытуемого связующего, предварительно высушенного в эксикаторе над
хлористым кальцием. Вынимают из прибора пуансон 4 и включают нагрев. При
нагреве прибора до 125— 130е С нагреватели выключают и наблюдают за
дальнейшим изменением температуры. Когда температура прибора снизится
до-140+1° С, после ее подъема за счет тепловой инерции, в отверстие 6
через специальную воронку быстро высыпают из бюкса навеску связующего
ПК-Ю4, затем в это же отверстие через направляющее устройство опускают
без усилия холодный пуансон. Расплавленное связующее ПК-104 перетекает
из вертикального отверстия 6 в горизонтальный канал 7, заполняя его на
ту или иную длину в зависимости от исходных физико-химических свойств
испытуемой смолы. После охлаждения прибора до 100— 80° С разнимают его
полуформы и определяют длину смоляной стрелы 5 в миллиметрах линейкой.
Величина подвижности связующего ПК-104 должна укладываться в пределах
40—90 мм.
Тонкость измельчения смолы № 104 с уротропином определяют по ГОСТ 13507—68. Для определения степени измельчения взвешивают 40±0,1 г связующего ПК-104 и просеивают через сито №01 (ГОСТ 3584—73). Остаток переносят на гладкую бумагу и взвешивают. Остаток X на сите после просева в процентах определяют по формуле
Жидкие связующие контролируют по ряду показателей,
к числу которых относятся вязкость, сухой остаток, концентрация
водородных ионов (pH) и др.
Вязкость является показателем, который характеризует изменение свойств
связующего при хранении, а также распределение связующего по поверхности
зерен песка при перемешивании смеси. В зависимости от исходной вязкости
связующего применяют вискозиметры ВЗ-1 или ВЗ-4, которые представляют
собой цилиндрический сосуд, переходящий в конус с калиброванным
отверстием. С помощью этих приборов определяют время (в с) истечения
через калиброванное отверстие определенного объема испытуемого
связующего материала.
Сухой остаток определяют путем нагревания при 105°С навески связующего
до постоянного веса.
Концентрацию водородных ионов определяют при
синтезе связующих, а также при подборе вида катализатора и его
количества для отверждения смолы. Концентрация водородных ионов (pH)
может быть определена электролитическим и калориметрическим способами.
Электролитический способ отличается точностью, но требует относительно
сложной аппаратуры. Калориметрические методы менее точны, но просты и
нашли широкое применение.
Наиболее распространенным является метод Михаэлиса, основанный на
изменении окраски индикаторов в зависимости от pH раствора. Сравнивая
цвет испытуемой жидкости с индикатором и стандартным растворителем
калориметрической шкалы, определяют pH.
Скорость отверждения определяют с целью получения ориентировочных
данных, характеризующих реакционную способность испытываемых связующих.
Для определения скорости отверждения навеску (от
0,5 до
2 г) связующего (если необходимо, предварительно смешанную с
катализатором) наносят на нагретую до 150° С металлическую поверхность
электрической плитки и наблюдают за отверждением связующего в процессе
нагревания. Скоростью отверждения считают время, необходимое для
превращения смолы в неплавкое состояние.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.