

§ 20.
Обработка металлов резанием
Для получения деталей необходимых геометрических форм и размеров требуется снятие с заготовки лишних слоев металла (припуска на обработку) механической обработкой на металлорежущих станках различных конструкций или слесарной обработкой вручную.
Точение (рис. 25, а) выполняют на станках, где обрабатываемая деталь 1 вращается (I), а режущий инструмент (резец) 2 перемещается по направлениям II и III. Перемещением резца в направлении II осуществляют подачу, определяющую ширину снимаемой стружки за один оборот изделия 1. Перемещением резца в направлении III определяют глубину резания или толщину снимаемой стружки.
Сверление (рис. 25, б) производят на станках при помощи режущего инструмента — сверла 2; обрабатываемая деталь
1 закреплена неподвижно. Сверло 2, совершая вращательное I и прямолинейно-поступательное движение II, высверливает отверстие, равное диаметру сверла.
Фрезерование (рис. 25, в) осуществляется вращательным движением I режущего инструмента — фрезы 2; движение подачи II, перпендикулярное оси вращения инструмента, произ-водится столом станка с неподвижно закрепленной на нем деталью 1.
Строгание на поперечно-строгальных станках (рис. 25,г) выполняют резцом, который совершает прямолинейное возвратно-поступательное движение /; подачу осуществляют движением заготовки по направлениям II—III. При работе на продольно-строгальных станках возвратно-поступательное движение резания сообщается обрабатываемой детали, а движение подачи — резцу. В строгальных станках движение резания складывается из рабочего и холостого ходов; движение подачи у этих станков прерывистое.
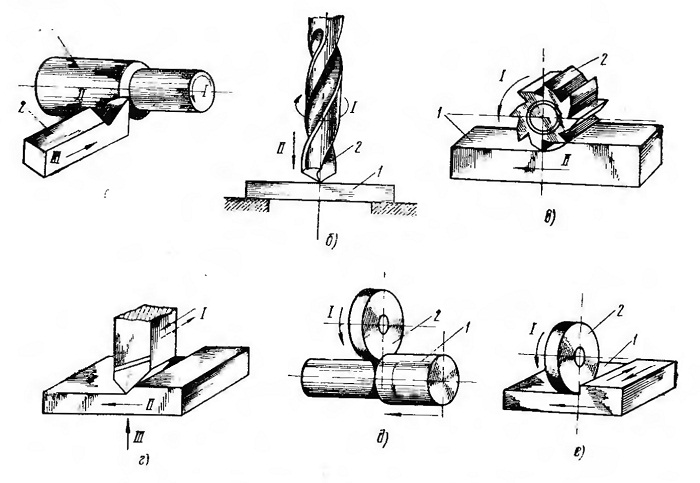
Рис. 25. Основные виды обработки металлов
резанием
а — обточка, 6 — сверление, в фрезерование, г — строгание, д —
цилиндрическое шлифование, е — шлифование плоскостей
Шлифование (рис. 25, д, е) выполняют шлифовальным
крутом 2, который совершает вращательное движение I. При цилиндрическом
шлифовании (рис. 25, д) заготовка I совершает круговую и прямолинейную
подачу. При шлифовании плоскостей (рис. 25, е) заготовка I совершает
прямолинейную подачу.
Толщина слоя, срезаемого с заготовки за один проход режущего
инструмента, выраженная в миллиметрах, называется глубиной резания.
Расстояние (в мм), на которое перемещают режущий инструмент за один
оборот изделия или за один проход режущего инструмента, называется
подачей.
Скорость резания — расстояние, выраженное в метрах,
которое проходит инструмент, снимающий стружку с обрабатываемой
поверхности, в единицу времени (в минуту).
При обработке материала к режущему инструменту необходимо приложить
определенное усилие резания для преодоления сопротивления металла
отделению его частиц. Сила, прилагаемая к инструменту, по величине
определяет сопротивление р е з а н I! ю.
Различные материалы неодинаково сопротивляются резанию. Способность
обрабатываемого материала оказывать сопротивление резанию измеряют
коэффициентом резания, т. е. величиной сопротивления, которое оказывает
материал при снятии с него стружки, имеющей поперечное сечение в 1 мм2
при точно установленных условиях обработки.
Металлорежущие станки по виду обработки и режущему инструменту делятся
на токарные, сверлильные, фрезерные, зуборезные, строгальные,
шлифовальные. По степени автоматизации — станки-автоматы, полуавтоматы,
гидрофицированные и с программным управлением.
Токарные станки предназначены для точения цилиндрических и конических
отверстий, нарезания наружной и внутренней резьб, сверления,
зенкерования отверстий и других видов работ. Токарные резцы бывают
проходные, подрезные, отрезные, резьбовые, фасонные, расточные и резцы
для скоростного резания.
На сверлильных станках производят операции сверления, рассверливания,
зенкерования, развертывания, растачивания отверстий и нарезания резьбы
метчиком. Для работы на сверлильных станках используют следующие виды
режущего инструмента: сверла (спиральные, .перовые, пушечные), зенкеры,
развертки, расточные резцы, метчики.
Фрезерные станки предназначены для обработки плоских и сложных фигурных
плоскостей. Фрезерование производится многолезвийным режущим
инструментом — фрезой. Фрезы подразделяются на цилиндрические и торцевые
(для обработки плоскостей); дисковые и пальцевые (для фрезерования пазов
и шпоночных канавок); фасонные (для фрезерования фасонных поверхностей);
фрезы специальные — зуборезные и для нарезки резьб.
Строгальные станки служат для обработки плоских и фасонных плоскостей и
прорезания прямых канавок у деталей; эти работы производятся резцами
различных видов.
Шлифовальные станки предназначены для отделочных операций,
обеспечивающих высокую точность размеров и качество обрабатываемых
поверхностей. Режущим инструментом при шлифовании служат шлифовальные
круги, бруски.
На зуборезных станках нарезаются зубья цилиндрических и конических
зубчатых колес.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)