

§ 19.
Сварка металлов
Сварка широко распространена во всех отраслях народного хозяйства нашей страны. Сварные конструкции прочнее и дешевле клепаных и дают значительную экономию металла. Способы сварки, при которых для образования сварного соединения кромки листов расплавляют, относятся к способам сварки плавлением, а те, при которых для образования сварного соединения кромки листов нагревают до размягчения металла и затем сдавливают, относят к способам сварки давлением. К сварке плавлением относятся дуговая (ручная и автоматическая), газовая и термитная.
К сварке давлением относят все разновидности
контактной сварки — точечную, шовную и стыковую, а также газопрессовую и
некоторые разновидности термитной сварки. Хорошо свариваются
углеродистые стали с содержанием углерода до 0,3%. Удовлетворительно
свариваются стали с содержанием углерода от 0,3 до 0,42%,
низколегированные ЗОХГС, 20ХМ и др. Ограниченно свариваются углеродистые
стали с содержанием углерода от 0,42 до 0,55%, низколегированные стали
ЗОХМ, ЗОХГС и др. Плохо свариваются углеродистые стали с содержанием
углерода более 0,55%, легированные 35ХГС, 40ХС и др. Чем хуже
свариваемость сталей, тем более тщательно должны подбираться технология
и способ сварки.
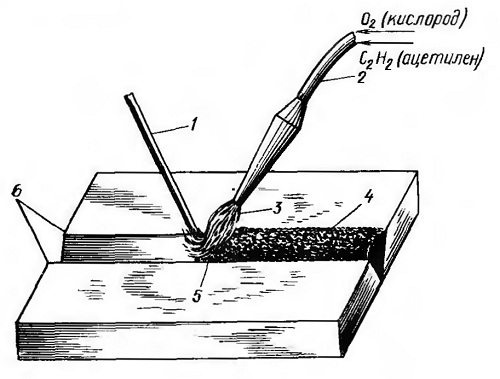
Рис. 22. Ацетилено-кислородная сварка:
1 — присадочный пруток, 2 — газовая горелка, 3 — сварочное пламя, 4 —
сварной шов, 5 — сварочная ванна,
6 — свариваемая деталь
Газовая сварка. Сущность газовой сварки состоит в том, что
соединение частей осуществляется путем расплавления кромок свариваемых
деталей пламенем сварочной горелки и заполнения промежутка между ними
расплавом присадочной проволоки. После застывания образуется сварной
шов, соединяющий детали в одно целое. Для получения газового пламени в
горелку из двух баллонов по гибким резиновым шлангам подается ацетилен и
кислород (рис. 22). Ацетилен может подводиться к горелке от генератора.
Перед сваркой кромки деталей тщательно зачищают и обезжиривают. При
толщине свариваемых деталей более 5 мм делают специальную разделку.
Газовой сваркой сваривают стали, чугун и цветные металлы. При этом в
качестве присадочного металла берут прутки, близкие по составу к
свариваемому металлу; для сварки чугуна пользуются специальной
присадкой. Газокислородная резка основана на том, что железо -сгорает в
струе кислорода, поэтому при резке металл нагрева-
ют в месте разреза до температуры горения, а затем направляют струю кислорода, который сжигает металл и выдувает образующие окислы.
Дуговая сварка. Этот вид сварки применяют при изготовлении
судов, вагонов, подъемно-транспортных сооружений, на строительстве
различных промышленных объектов.
Самыми распространенными способами являются ручная
и автоматическая дуговая сварки. При дуговой сварке металл плавится под
действием тепла электрической дуги, образующейся при прохождении
электрического тока через воздушный промежуток между свариваемым
металлом и угольным или метал-лическим электродом. Для образования
электрической дуги надо коснуться электродом свариваемого металла и
тотчас отвести его на 2—4 мм. Тогда электрический ток, проходя через
воздушный промежуток, образует дугу, температура которой доходит до
3500° С. При сварке металлический электрод плавится, и образующийся
жидкий металл заполняет шов. Качество шва зависит от состава металла
электрода.
Для получения устойчивого горения дуги, предупреждения поглощения
металлом кислорода и азота и улучшения механических свойств металла шва
металлические электроды покрывают специальной обмазкой.
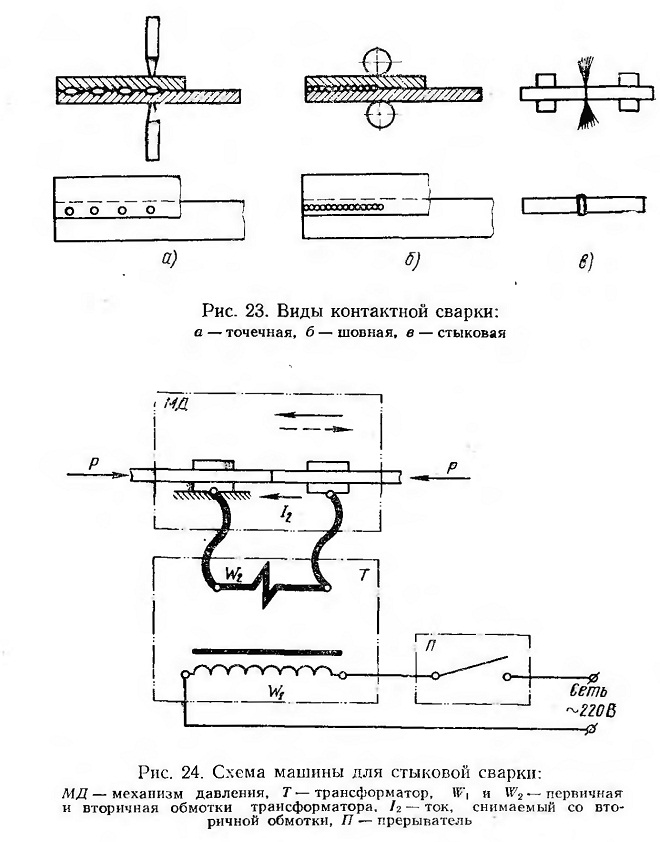
Контактная сварка (рис. 23) производится на машине, состоящей из
трансформатора, прерывателя и механизма давления (рис. 24). Точечную
контактную сварку применяют при соединении изделий небольшой толщины.
Большой электрический ток низкого напряжения пропускают через медные
электроды, которыми одновременно плотно прижимают друг к другу
свариваемые изделия. Выделяющимся теплом расплавляется поверхностный
тонкий слой металла одного изделия и нагревается до пластического
состояния прилегающий к нему участок второго изделия. В этот момент
выключают ток, а детали сильно сжимают; при этом они свариваются в одной
точке.
Шовная, или роликовая, сварка, основанная на одинаковых с точечной
сваркой принципах, дает возможность получать непрерывный плотный шов.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.