





§ 73.
Машины для изготовления оболочковых форм и стержней из сырой песчано-смоляной смеси - часть 1
Для изготовления оболочковых форм и стержней из сырой смеси применяют однопозиционные и многопозиционные машины. Все применяемое оборудование основано на пескодувно-пескострельном способе формовки.
Оборудование для изготовления- форм и стержней помимо пескострельной машины включает в себя устройство для нагрева модельной оснастки, аппаратуру, обеспечивающую нагрев ящиков до заданной температуры и поддержание ее в заданных пределах, и устройство для разъема модельной оснастки и извлечения готовой полуформы или стержня из нее.
В качестве примера приводится полуавтомат модели 4544 конструкции НИИТАвтопрома. Машина предназначена для изготовления оболочковых цилиндрических стержней. Все механизмы машины (рис. 121) смонтированы на станине, состоящей из основания 1, двух боковых стоек 2 и траверсы. В нише жесткого основания 1 смонтирован цилиндр 3 подъема модельной оснастки и протяжки готовых стержней. На верхней части основания закреплены боковые несущие стойки 2 и стол 4, соединенный со штоком цилиндра 3. На столе 4 монтируют стержневой ящик 5 с цилиндрами 6 разборки и выдвижную каретку 7 выдачи готовых стержней. Ящик имеет вертикальный разъем и
состоит из двух половинок 5 и вставок 8. Половинки
стержневого ящика имеют встроенный электрический нагрев.
Вставка 8, образующая внутреннюю полость в стержне, монтируется на
каретку 7, помещенную в центральный паз стола 4. Количество вставок
соответствует количеству гнезд стержней. Обогреваются вставки трубчатыми
электронагревателями. Выдвижная каретка 7 связана со штоком цилиндра 3
протяжки-поджима. На нижние части вставок 8 надета протяжная плита
9, которая может перемещаться вместе со вставками 8 в горизонтальной
плоскости. Подвижная каретка 7 связана со специальным гидроцилиндром,
который перемещает ее в горизонтальной плоскости на рабочего для съема
стержней и обратно.
Для протяжки стержней после окончания надува давление в полости цилиндра
3 сбрасывается и стол 4 под собственной
тяжестью опускается на упоры 10. Вставки и
соединенные с ними щиток и поршень цилиндра 3 удерживаются пружинамп 11
в исходном положении. После отверждения стержня и перемещения подвижных
половинок ящика в крайнее положение воздух подается в штоковую полость
цилиндра 3 и при перемещении поршня за счет сжатия пружин осуществляется
протяжка вставок со стержней, упирающихся в протяжную плиту 9.
К несущим стойкам крепится массивная литая траверса, на которую
монтируется пескострельная головка 12 и ресивер. К нижним фланцам
головки крепится быстросменный водоохлаждаемый насадок 13 с надувной
плитой. Верхняя часть головки закрывается шибером 14, который во время
надува прижимается к корпусу головки 12 ■с помощью двух рычагов 15 и
двух пневмоцилиндров 16. Рядом с полуавтоматом устанавливается станция
управления.
Работа на машине состоит из следующих операций. После предварительного
разогрева стержневого ящика и заполнения пескострельной головки смесью
нажимают кнопку «Пуск» и стержневой ящик прижимается к насадку 13.
Происходит надув смеси, и стол опускается в исходное положение. По
истечении времени, необходимого для отверждения стержня, автоматически
подается команда на раскрытие ящика, при этом стержни остаются на
вставках выдвижной каретки. Затем с помощью цилиндра поджима происходит
протяжка вставок со стержней, и каретка вместе со стержнями перемещается
вперед для съема стержней. Оператор снимает стержни со вставок и
нажатием пусковой кнопки включает машину на следующий цикл.
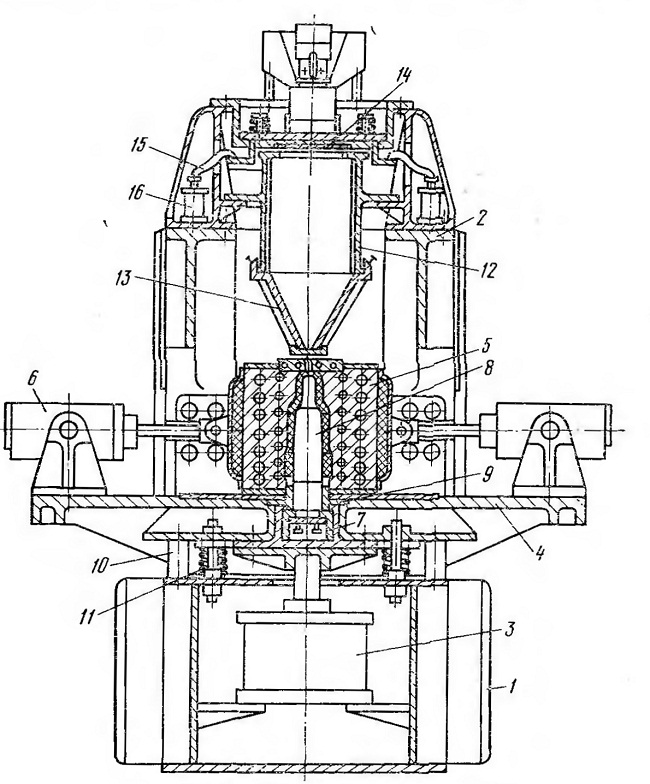
Рис. 121. Стержневая машина модели 4544
Техническая характеристика машины
Производительность...... до 25 съемов
в час
Количество стержневых ящиков,
шт..............................1
высота.............400
ширина........................440
толщина....................200
Габаритные размеры машины, мм 1860Х1310ХХ2600
Способ подвода тепла к стержню влияет на скорость его отверждения.
Наибольшее значение скорость отверждения приобретает при комбинированном
подводе тепла к стержню за счет теплопроводности и конвекции. В первом
случае стержень нагревается при контакте с нагретыми стенками модельной
оснастки, а во втором — за счет продувки горячим воздухом через
центральную его часть с помощью специальной пустотелой вставки. Такой
комбинированный подвод тепла позволяет ускорить процесс отверждения
стержней и позволяет использовать более дешевые связующие.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.