





ГЛАВА VI
ОСНОВЫ ПРОЦЕССА ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
§ 61.
Методы изготовления оболочковых форм из сухих
песчано-смоляных смесей - часть 1
Процесс изготовления оболочковых форм и стержней состоит из следующих
последовательных операций:
подогрева модельной оснастки до рабочей температуры; обработки рабочей
поверхности модельной оснастки разделительной жидкостью;
нанесения песчано-смоляной смеси на модельную оснастку или надува смеси
в ящик;
отверждения оболочки или стержня;
съема готовой оболочки или стержня с модельной оснастки. Операция
нанесения песчано-смоляной смеси на модельную оснастку или ее надува в
ящик является основной в процессе, так как при этом происходит
формообразование и отверждение оболочки и стержня. Длительность операции
формирования оболочек и стержней, физико-механические свойства и
качество их во многом определяются методом нанесения песчано-смоляной
смеси на модельную оснастку или надува смеси в ящик.
При изготовлении оболочковых форм из сухих песчано-смоляных смесей
применяют методы формирования с помощью поворотного бункера, с помощью
рамки и пескодувный метод. Ниже приводится описание этих методов.
Свободная насыпка с помощью бункера. Нанесение сухой
песчано-смоляной смеси на модельную оснастку с помощью поворотного
бункера является наиболее распространенным методом формообразования
оболочки. Сущность метода состоит в том, что в поворотный бункер
засыпают песчано-смоляную смесь, после чего на верхнюю открытую часть
бункера устанавливают нагретую и обработанную разделительным составом
модельную плиту (рис. 82, а). Затем бункер поворачивается на 180° (рис.
82,6), при этом песчано-смоляная смесь насыпается на нагретую
модель-плиту. Для формирования оболочки необходимой толщины плита под
смесью выдерживается некоторое время, по истечении которого бункер
вместе с модельной плитой поворачивается в исходное положение (рис. 82,
в). При
повороте избыток песчано-смоляной смеси ссыпается
на дно бункера, а модельная плита вместе со сформировавшейся оболочкой
снимается с бункера и помещается в электропечь для окончательного
отверждения оболочки. Отвержденная оболочка снимается с модельной плиты
с помощью толкателей (рис. 82, г).
Бункерный метод прост, но, требуя длительного цикла формирования
оболочек, зачастую снижает производительность формовочных машин.
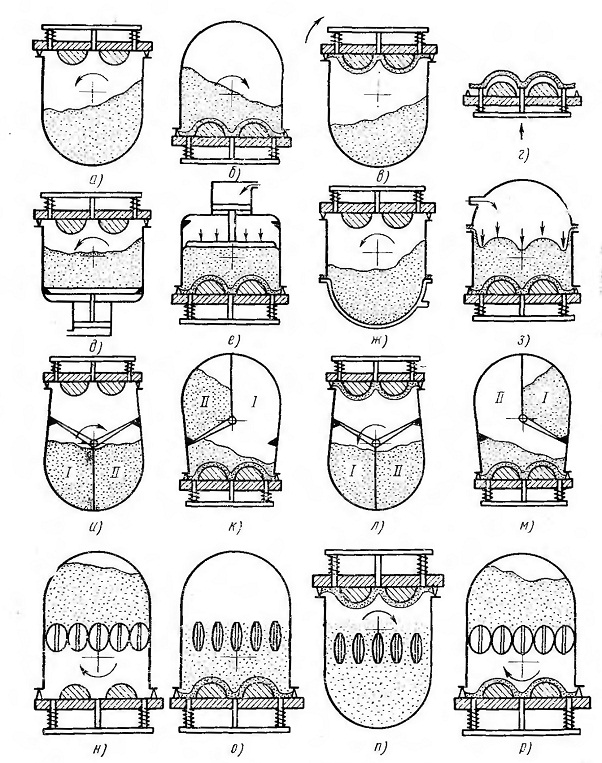
Рис. 82. Формирование оболочки с помощью различных по устройству поворотных бункеров
Скорость формирования оболочки зависит от
температуры нагрева модельной плиты и теплопроводности смеси. Одним из
средств увеличении теплопроводности песчано-смоляной смеси является
уплотнение ее в процессе формирования оболочки. Для этого в поворотных
бункерах современных машин имеются вибраторы или прессующие элементы,
позволяющие в отдельных
случаях сократить цикл формирования оболочки в 2—3 раза.
В качестве прессующих элементов в поворотных бункерах используют ложные
прессующие днища (рис. 82, д, е), создающие при формировании оболочки
давление на смесь с помощью пневматического цилиндра, или эластичные
прессующие диафрагмы (рис. 82, ж, з), которые, обтекая конфигурацию
моделей, могут оказывать сжатым воздухом равномерное давление на смесь в
любой точке модели.
Для сокращения расхода дорогих материалов иногда изготовляют двуслойные
формы и стержни, у которых соприкасающийся с металлом слой толщиной 1 —
2 мм выполняют из облицовочного состава на основе оливинита или циркона,
а остальную часть оболочки наращивают из смеси на основе
крупнозернистого кварцевого песка, обеспечивающего высокую
газопроницаемость и прочность при меньшем расходе связующего. Двуслойные
оболочковые полуформы можно изготовлять с помощью поворотного бункера,
нижняя часть которого разделена перегородками на две секции, заполненные
разными по составу смесями (рис. 82, и, к, л, м).
Для формирования оболочковых форм сложной конфигурации с четким контуром
применяют поворотный бункер специальной конструкции, у которого сухая
песчано-смоляная смесь удерживается в верхней части перегородками с
закрепленными на них резиновыми диафрагмами (рис. 82, к). При выпускании
воздуха из диафрагм смесь строго перпендикулярно падает на поверхность
нагретой модельной оснастки (рис. 82, о), обеспечивая хорошее заполнение
ее контуров. После формирования оболочки бункер поворачивается в
исходное положение, избыток смеси ссыпается на дно бункера, затем цикл
повторяется (рис. 82,п,р).
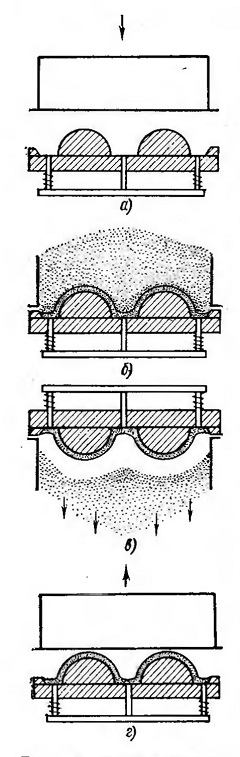
Рис. 83. Формообразование с помощью рамки
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 1030.00 руб./шт.

от 224.00 руб./шт.

от 195.00 руб./шт.

от 195.00 руб./шт.

от 402.00 руб./шт.

от 402.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 56.00 руб./шт.

от 224.00 руб./шт.

от 138.00 руб./шт.