





§71.
Машины для изготовления оболочковых форм из сухой смеси - часть 1
Формовочные машины для изготовления оболочковых форм делят на однопозиционные и многопозиционные. По способу нанесения песчано-смоляной смеси различают машины двух типов: со свободной засыпкой и пневматической подачей смеси. Машины каждого типа в зависимости от степени их механизации изготовляют с пооперационным управлением, полуавтоматические и автоматические.
К машинам с пооперационным управлением относятся установки простейшего типа, где все операции изготовления форм осуществляют вручную или с применением частичной механизации. На этих машинах с помощью ручных операций производятся установка и съем модельной плиты на бункере и с бункера, поворот бункера, транспортировка модельной плиты с оболочкой для отверждения в печь и съем оболочки с плиты. Такие установки применяют только в условиях мелкосерийного производства и для проведения экспериментальных работ.
К полуавтоматическим машинам относятся установки, допускающие почти полную механизацию всех операций. Они получили широкое распространение в условиях серийного и массового производства оболочковых форм.
За последнее время все шире стали применяться автоматические формовочные машины. При многопозиционном исполнении машин, когда число рабочих позиций составляет четыре и более, нагревательные печи делают кольцевыми или проходными (машины карусельного типа). Такие машины по своей производительности значительно превосходят одно- и двухпозиционные машины и предназначены для работы в специализированных литейных цехах с большим тоннажем выпуска отливок.
Простейшая машина с пооперационным управлением. Простейшая
однопозиционная установка для изготовления оболочко-вых форм методом
свободной насыпки состоит из электрической печи I (рис. 111), механизма
для съема отвержденной оболочки
2 с плиты и поворотного бункера 3. Транспортные устройства в виде
склизов 4 связывают в единое целое главные части машин. На установке все
операции производятся вручную. Нагретую модельную плиту выкатывают по
склизам из печи, при помощи пульверизатора покрывают ее разделительным
составом, накладывают плиту на бункер, закрепляют ее на нем и
поворачивают бункер на 180°. После того как сформируется оболочка
необходимой толщины, бункер возвращают в исходное положение, отсоединяют
от него плиту и, повернув плиту в исходное положение, вкатывают ее
вместе с оболочкой по транспортеру в печь. После отверждения оболочки
модельную плиту выкатывают из печи и закрепляют над столом съемного
механизма. За-тем с помощью педали 5 приводят в действие съемный
механизм, который, надавливая на толкатели, сталкивает оболочку с плиты.
Съем готовой оболочковой полуформы с толкателей производится вручную.
После этой операции цикл повторяется.
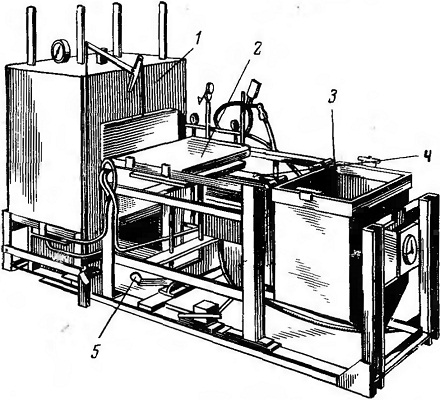
Рис. 111. Простейшая однопозиционная установка для изготовления оболочковых форм
Полуавтоматические машины. В качестве примера полуавтоматической
машины для изготовления оболочковых форм методом свободной насыпки на
рис. 112 приводится двухпозиционная установка УКФ-2 конструкции
НИИТАвтопром.
Машина УКФ-2 состоит из двух электрических печей I,
размещенных под общим вытяжным вентиляционным кожухом 5. Между печами на
общей с ними станине укреплены поворотный бункер 4 и два механизма съема
оболочек 2 (по одному с каждой стороны бункера). Поворот модельной плиты
и наложение ее на бушкер производятся при помощи пневматического
подъемника 3. Плита скрепляется с бункером автоматически специальными
захватами. Бункер поворачивается на двух цапфах при помощи двух зубчатых
реек, которые одновременно являются штоками двух пневмоцилиндров. Для
засыпки смеси на плиту бункер поворачивается быстро, а обратный поворот
производится медленно. Механизм для съема оболочки состоит из
пневмогидравлического цилиндра, на штоке которого закреплен на плита
съемника.
Работа двухпозиционной полуавтоматической машины УКФ-2 не отличается от
работы описанной выше однопозиционной машины, но почти все операции на
машине механизированы, а оболочки изготовляются одновременно по двум
модельным плитам.
Техническая характеристика машины УКФ-2
Производительность (при толщине оболочки не менее
10 мм)........... до 40 полуформ в час
Размеры модельных плит, мм ...... 400 X 600
Количество модельных плит, установленных на машине,
шт...............2
Вместимость бункера, кг . . .80
Мощность печи, кВт.....15
Температура нагрева печи, град ...30-400
Габаритные размеры, мм . . .3500X1100X 2300
К числу полуавтоматических машин карусельного типа относится четырехпозиционная машина СКФ-2М, получившая широкое распространение в цехах серийного производства отливок. В отличие от машины УКФ-2 машина СКФ-2М имеет четыре модельные плиты размером 300x400 мм, свободно установленные на карусели. Три плиты находятся в проходной электрической печи, а четвертая — на позиции съема отвержденной оболочки и формирования новой. Производительность машины СКФ-2М до 60 полуформ в час.
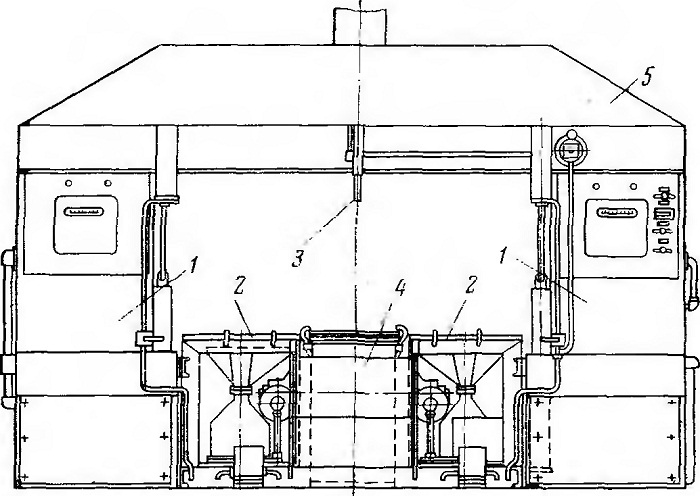
Рис. 112. Общий вид установки УКФ-2
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 1030.00 руб./шт.

от 224.00 руб./шт.

от 195.00 руб./шт.

от 195.00 руб./шт.

от 402.00 руб./шт.

от 402.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 56.00 руб./шт.

от 224.00 руб./шт.

от 138.00 руб./шт.