





§ 81.
Вспомогательные устройства при литье в оболочковые формы и стержни
Фиксаторы для спаривания оболочек. Точность отливок, полученных в оболочковых формах, во многом зависит от точности фиксации оболочковых полуформ при их сборке. Для этой цели на полуформах выполняют конусные выступы и впадины, с помощью которых они спариваются друг с другом. Наилучшие результаты достигаются при устройстве на модельных плитах
фиксаторов, представленных на рис. 138. Фиксаторы для образования в оболочковой форме впадины (рис. 138, а, б) изготовляют из стали и монтируют на плите по специальным отверстиям в ней. Фиксатор для образования выступа (рис. 138, в, г) выполняется путем фрезерования впадин непосредственно в плите или изготовления и посадки в плите пробки с впадиной.
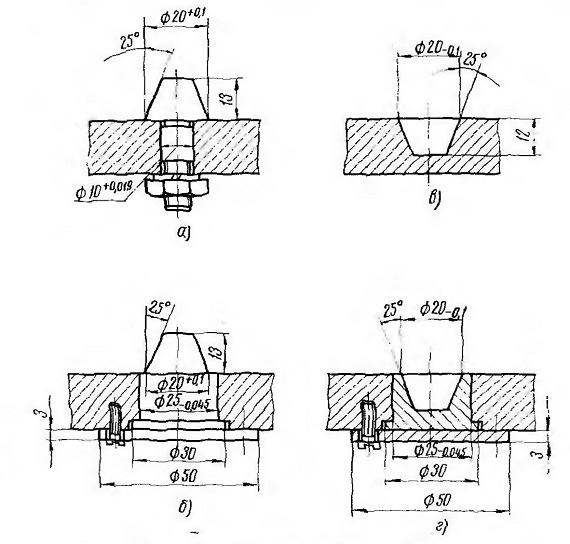
Рис. 138. Конструкция фиксаторов: а — модель фиксатора для впадины, б — модель врезного фиксатора для впадины, в — модель фиксатора для выступа, г — модель врезного фиксатора для выступа
Платики для склеивания оболочек. Поверхности, предназначенные для склеивания, выполняют в виде свободных от модели
полосок шириной от 15 до 25 мм или в виде
платиков-выступов и соответствующих им впадин различной длины,
расположенных как по периметру модели, так и в центре.
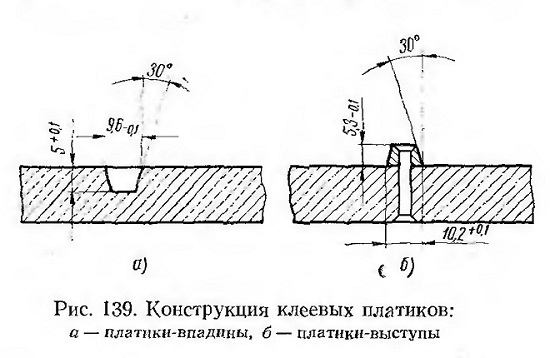
При склеивании оболочковых форм жидким клеем наилучших результатов
достигают при использовании платиков, представленных на рис. 139, так
как они обеспечивают удобство в работе и полностью исключают
выдавливание клея в литейную полость формы.
Платики-впадины (рис. 139, а) выполняют фрезерованием непосредственно в
модельной плите.
Платнки-выступы (рис. 139, б) изготовляют из стали и прикрепляют к
модельной плите с помощью заклепок. Платики сконструированы таким
образом, чтобы при спаривании оболочковых полуформ между ними
образовался зазор для клея, равный 0,2—0,3 мм.
При сборке стержней коробчатой конструкции платики по периметру могут
выполнять роль замка, предотвращающего утечку металла при заливке его в
форму. При склеивании оболочковых форм порошкообразным термореактивным
клеем используют платики в виде впадины и выступа и платики на оболочке
в виде свободных поверхностей между моделями и по периметру оболочки
шириной до 25 мм.
Обрамляющая рамка.
Чтобы предотвратить отслаивание неотвержденной оболочки при подъеме ее с
бункера, модельные плиты снабжают по периметру металлической
окантовочной рамкой (рис. 140). Такая рамка не только предотвращает
отслаивание неотвержденной оболочки, но и придает ей жесткую
прямоугольную форму с четкой вертикальной кромкой по периметру.
Преимуществом окантовочной рамки является также то, что малое сечение ее
снижает теплопередачу от нагретой модельной плиты поворотному бункеру.
На рис. 141 представлено несколько типов окантовочных рамок. Рамки типа
Б и В, выполненные с помощью уголка или планки, просты в изготовлении,
но уменьшают полезную площадь модельной плиты. Рамка типа А, сделанная
из металлической по тоски, хотя и лишена указанных недостатков, но не
может быть применена на любой конструкции модельной оснастки. В отдельных случаях применяют рамку комбинированную, выполненную из полоски и планки. Материалом для изготовления рамок может служить сталь или латунь.
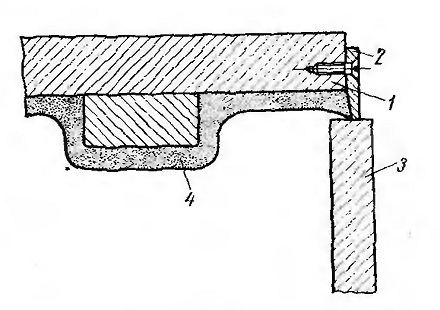
Рис. 140. Устройство окантовочной рамки:
1 — модельная плита, 2 — окантовочная рамка, 3 — бункер, 4 — оболочка
Разделительный нож. При изготовлении небольших по размерам отливок иногда на одной модельной плите выгодно получать обе половинки оболочковой формы. В этом случае для разделения полуформ на плите применяют разделительный нож в виде тонкого конусного металлического выступа, делящего оболочковую полуформу пополам.
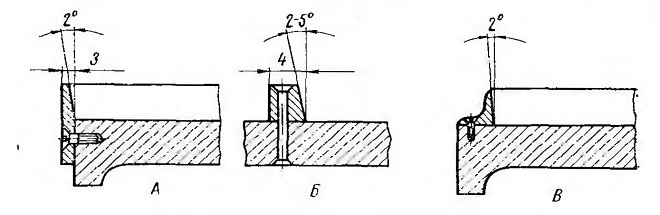
Рис. 141. Типы окантовочных рамок
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

