

§ 78.
Модельные плиты в литейном производстве
Модели и элементы литниковой системы монтируются на металлических модельных плитах, изготовляемых из того же материала, что и модели. Для предотвращения коробления модельных плит по контуру их с внешней стороны располагают ребра жесткости.
Модельная плита должна иметь достаточную толщину, чтобы обеспечить аккумулирование тепла и сохранение его в процессе работы. Практика показывает, что для средних по размерам оболочковых форм наилучшие результаты получают при работе на оснастке, имеющей толщину плиты не менее 25 мм; при большей величине суммарной поверхности оснастки толщину модельных плит следует увеличивать.
§ 79. Модели
Сложные модели, а также элементы литниковой системы изготавливают методом литья с последующей механической обработкой; простые модели и мелкие детали к ним выполняют из проката или поковок путем механической обработки.
Готовые модели для оболочкового литья должны соответствовать 3—4-му классу точности и 7—10-му классу шероховатости.
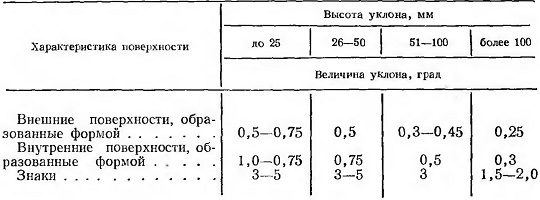
Формовочные уклоны на моделях для оболочкового
литья выполняют значительно меньшей величины, чем на моделях для
формовки в песчано-глинистых смесях. Этому способствует хорошая чистота
поверхности модели и сравнительно высокая прочность оболочки при съеме
ее с модели в отвержденном состоянии.
Данные о величине формовочных уклонов в зависимости от характера и
высоты их приведены в табл. 46.
46. Уклоны поверхностей модели
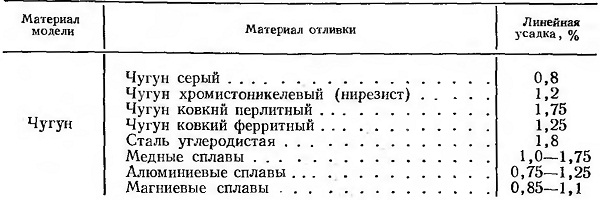
Величина линейной усадки различных сплавов зависит
от следующих факторов: химического состава сплава, коэффициента
термического расширения, величины и характера объемных изменений при
фазовых превращениях, конструкции отливки, податливости формы и стержня,
степени перегрева сплава, конструкции литниковой системы, условий
заливки формы и кристаллизации металла в ней и др. Из приведенного
перечня факторов, влияющих на литейную усадку, следует, что определение
точных размеров модели с учетом усадки представляет значительные
трудности и не всегда удается сразу установить точные размеры, поэтому
усадку обычно определяют экспериментальным путем.
При литье в оболочковые формы, помимо точного знания величины литейной
усадки, необходимо учитывать расширение моделей при нагреве их в
процессе работы. Практические величины усадки различных литейных сплавов
с учетом расширения моделей при нагреве их до температуры 300° С (для
мелких и средних отливок) приводятся в табл. 47.
47. Величина усадки литейных сплавов с учетом расширения модельной оснастки
Чтобы избежать резкого перепада толщины формирующейся оболочки, острых
углов и высоких тонких кромок на моделях и элементах литниковой системы
не применяют. Все сочленения моделей и элементов литниковой системы
должны иметь плавные переходы сечений. Такие переходы выполняют в виде
галтелей, а при большом различии сечений стенок переход должен
оформляться клинообразно. Модели должны быть размещены на плите так,
чтобы одна модель не затеняла другую при фор-мировании оболочки и чтобы
обеспечивался легкий съем готовой оболочки.
Правильное размещение моделей на плите обеспечивает качественное
получение оболочки, легкий съем ее с плиты и экономику процесса.
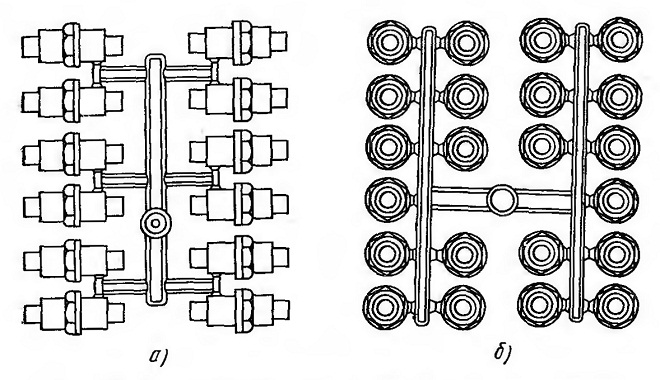
Рис. 132. Расположение моделей на соединительных панелях: а — на плите для литья в песчаные формы, б — на плите для литья в оболочковые формы
На рис. 132, а показано расположение моделей соединительных ниппелей на плите при отливке их в земляные формы. В данном случае модели расположены в горизонтальном положении, причем количество стержней равно количеству моделей. Применяя способ оболочкового литья, такие отливки можно получать целиком при помощи формы. Для этого необходимо располагать модели на плите в таком порядке, как это показано на рис. 132,б, т. е. вертикально относительно плоскости модельной плиты. При таком размещении моделей отливки можно получать не только без стержней, но и размещать значительно большее количество их на модельной плите тех же размеров.
Температура заливки и сечения отливки влияют на
расстояние между моделями. Чем ниже температура заливки, тем ближе могут
быть расположены модели. Когда монтируют модели, имеющие минимальные
уклоны и большую высоту, расстояние между ними должно быть увеличено для
размещения дополнительных толкателей.
Модели прикрепляют к модельной плите с помощью винтов и фиксируют на
плите двумя контрольными штифтами. Крепежные винты вставляют снизу
модельной плиты, чтобы не оставлять на поверхности отливок никаких
следов и не препятствовать съему оболочек.
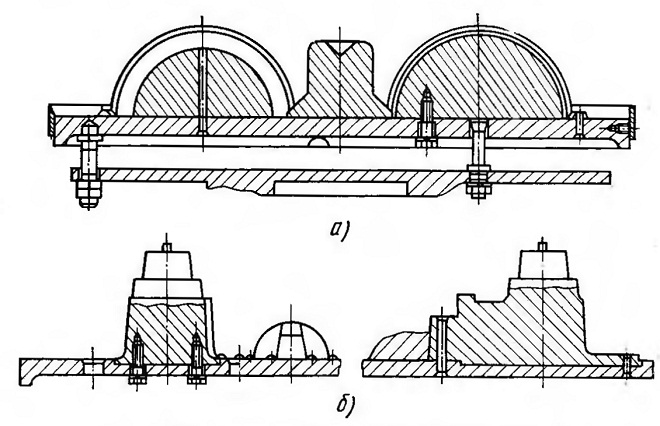
Рис. 133. Примеры крепления моделей к плите: а — посадочные модели, б — врезные модели
Иногда модели делают монолитными, отлитыми заодно с
плитой. Однако чаще применяют посадные и врезные модели, которые
обрабатывают отдельно, а затем монтируют на плите. Посадные модели (рис.
133, о) применяют в тех случаях, когда разъем модели плоский. Из рисунка
видно, что в данном случае модели крепят на плите винтами и контрольными
штифтами.
Врезные модели являются разновидностью посадных. Различие заключается в
способе крепления модели. Врезной способ крепления моделей на плите
применяют для моделей, у которых плоскость разъема не представляет
надежной опоры или выполнение ее связано с конструктивными трудностями.
Например, чтобы закрепить на плите нижнюю половину сложной модели
корпуса компрессора домашнего холодильника, имеющей по плоскости разъема
галтель, ее необходимо изготовлять с бортом, который врезают в плиту с
последующим закреплением модели винтами и контрольными штифтами (рис.
133,6).
Металлические модели для оболочкового литья в целях лучшего теплообмена
с модельной плитой рекомендуют изготовлять
не пустотелыми, а сплошными (рис. 134). Сплошная модель по сравнению с пустотелой способна при одинаковых условиях аккумулировать большее количество тепла, а это положительно влияет на уменьшение потерь тепла моделью и поддержание в ней более постоянной температуры в течение всего рабочего цикла.
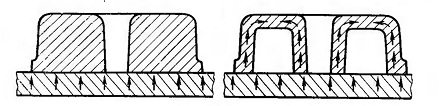
Рис. 134. Схема подвода тепла к сплошной и пустотелой моделям
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.