





§ 57.
Механические свойства песчано-смоляных смесей - часть 1
Прочность песчано-смоляных смесей на сжатие в сыром состоянии.
Сырые песчано-смоляные смеси рассматривают как трехфазную систему,
состоящую из твердого тела (кварцевый песок), жидкости (связующая
добавка и катализатор) и газа. Все три фазы тесно связаны между собой и
определяют механические свойства смеси в сыром состоянии.
В начальной стадии после приготовления смеси ее прочность на сжатие в
сыром состоянии определяют величинами вязкости и поверхностного
натяжения связующего. В дальнейшем величина этого показателя изменяется
в зависимости от скорости нарастания вязкости связующего, которая
зависит от активности действия вводимого в смесь катализатора и
температуры окружающей среды. Условная вязкость жидких связующих
добавок, используемых в рассматриваемом процессе, небольшая, поэтому
величина прочности на сжатие сырых песчано-смоляных смесей на основе
песка марки 1К02Б Люберецкого месторождения низкая (табл. 26).
Величина сырой прочности увеличивается при использовании в составе
смесей мелкозернистого песка и песков с высоким содержанием глины.
26. Величина исходной прочности на сжатие в сыром состоянии чистокварцевых смесей
|
|
Связующее |
|||||
|
Показатель |
КФ-90 |
КФ-40 |
ФФ-1С |
ВР-1 |
Фсколо- спирт |
УКС |
|
Прочность на сжатие в сыром состояннн, кгс/см2 |
0,02 |
0,02 |
0,02 |
0,03 |
0,025 |
0,03 |
Прочность смесей в отвержденном состоянии. Отверждение
песчано-смоляных смесей производится для того, чтобы они приобрели
механическую прочность и стойкость к температурному воздействию.
Прочность смеси в значительной степени оп-
ределяется видом используемых связующих добавок и
их физико-химическими свойствами.
Прочность сухих песчано-смоляных смесей лри одних и тех же условиях
зависит от способа изготовления смеси. Исследования показывают, что
плакированная смесь 1 {рис. 66) -при одном и том же процентном
содержании смолы
обеспечивает более высокую прочность на изгиб, чем неплаки-рованная смесь 2. Так как в сухой песчано-смоляной смеси кварцевый песок состоит из различных по величине зерен, то в процессе формирования оболочковых форм и стержней точки контакта у зерен друг с другом будут беспорядочные с наличием пор и разрывов в структуре смеси. При этом у неплакированной смеси большое количество частиц порошкообразной смолы размещается в промежутках между зернами песка, а не в точках соприкосновения песчинок, поэтому система песок — смола не полностью скреплена отвержденной смолой. В плакированной
смеси зерна песка фактически покрыты тонким слоем
растворенной или расплавленной смолы, поэтому при любой ориентации зерен
всегда имеется пленка смолы между поверхностями контакта песчинок,
благодаря чему при отверждении- смолы создается прочная связь песок —
смола. Этим и объясняется то положение, что плакированная смесь
обеспечивает прочность на разрыв и изгиб примерно на 15—20% выше, чем
неплакированная.
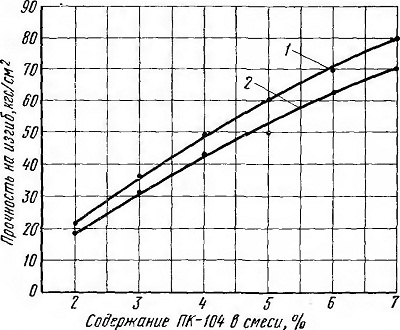
Рис. 66. Зависимость прочности песчано-смоляной смеси от способа изготовления н количества связующего ПК-104
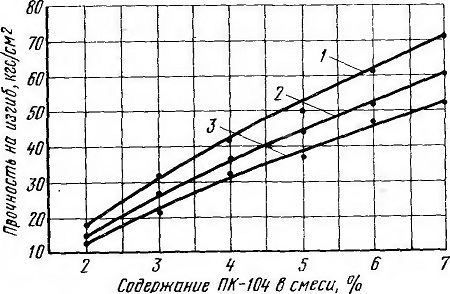
Рис. 67. Зависимость физико-механических свойств
неплакированной смесн от зернового состава песка и количества связующего
ПК-104:
1 — смесь на песке марки 1К02Б, 2 — смесь на песке марок 1К02Б и 1К01А,
смешанных в соотношении 70 : 30, 3 —смесь на песке марки 1К01А
Прочность сухих песчано-смоляных смесей зависит
также и от качества формовочных песков, в частности от зернового состава
песка и содержания глины (рис. 67). Прочность неплаки-рованной
песчано-смоляной смеси падает по мере уменьшения величины зерен
формовочных песков.
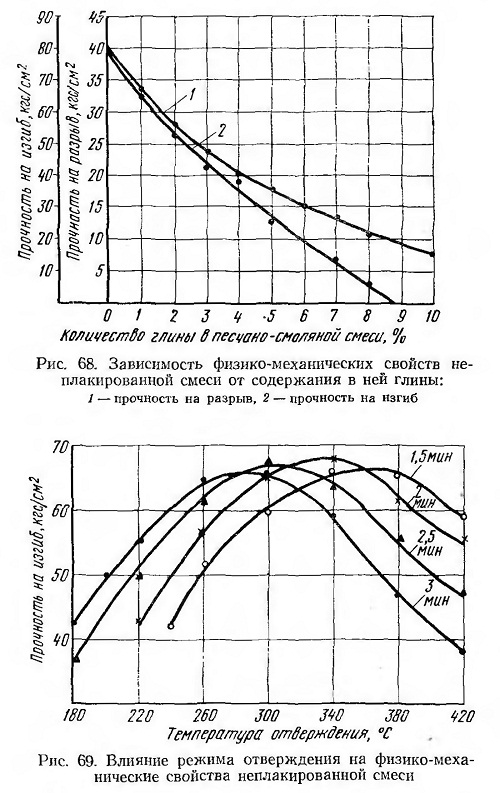
В зерновом составе песка различают основную часть, которая формирует
литую поверхность, и ту часть (пыль и глинистую составляющую), которая
мало влияет на качество поверхности, но способна снижать прочностные
показатели смеси и приводит к непроизводительному расходу связующего
ПК-104. Из графика, представленного на рис. 68, видно, что добавка
1 % глины в смесь, изготовленную из отмытого песка марки 1К.02Б с 5,5%
связующего ПК-Ю4, снижает прочность ее на20%, а добавка 2% глины — более
чем на 40%. Поэтому для сухих песчано-смоляных смесей необходимо
применять пески с минимальным содержанием глины.
Режим отверждения сухих песчано-смоляных смесей влияет на их прочность.
Кривые, приведенные на рис. 69, показывают, что механические свойства
таких смесей зависят от температуры и времени отверждения. Оптимальным
режимом отверждения (для образцов 10 мм толщины) являются температура
300—
350° С и время выдержки 2,0—2,5 мин. В современных машинах используют этот режим отверждения оболочковых форм и стержней. Чтобы увеличить производительность машин, иногда прибегают к ускоренному режиму отверждения. Для этого повышают температуру до 380—400° С, что позволяет уменьшить время отверждения до 1,5 мин. При этом наблюдается некоторое снижение прочности песчано-смоляной смеси по сравнению с оптимальным режимом отверждения.
При отверждении песчано-смоляной смеси
термореактивная смола, входящая в ее состав, выполняет роль клея,
соединяя в одно целое множество зерен песка между собой.
В неплакированной песчано-смоляной смеси невозможно распределить частицы
связующего ПК-104 так, чтобы они размещались между всеми контактирующим
моя поверхностями зерен песка. Большинство частиц связующего ПК.-104 при
формировании оболочки и стержня размещается обычно в промежутках между
этими зернами песка (рис. 70, а).
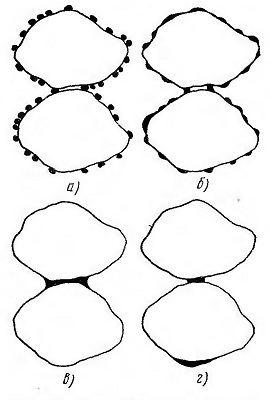
Рис. 70. Схема образования клеевых контактов между зернами песка у неплакированной смеси: а — размещение частиц смолы на зернах песка, б — клеевой контакт, образованный ПК-104 с малой подвижностью, е —клеевой контакт, образованный ПК-104 со средней подвижностью, г — клеевой контакт, образованный с высокой подвижностью
При нагреве песчано-смоляной смеси мелкодисперсные частички связующего ПК-104 начинают плавиться, а затем течь, смачивая поверхность зерен. Причем малая подвижность и большая величина вязкости раствора связующего ПК-104 в спирте не дают возможности образовываться смоляным менискам в местах контакта зерен. В данном случае клеевое соединение между зернами песка носит случайный точечный характер, в результате чего получается плохое клеевое соединение (рис. 70, б). Связующее ПК-104 со средней подвижностью способствует получению в точках контакта зерен песка смоляных менисков максимальной величины, сообщая тем самым хорошую прочность клеевому соединению (рис. 70, е). Связующее ПК-104 с большой подвижностью и малой вязкостью раствора в спирте образует в местах контакта зерен тонкий смоляной мениск (рис. 70,г). Это объясняется тем, что за время формирования смола успеет стечь с точек контакта, ослабляя тем самым клеевое соединение. Влияние величины подвижности и вязкости раствора связующего ПК-104 на механические свойства неплакированной смеси видно из данных рис. 71, которые подтверждают, что механическая прочность песчано-смоляной смеси определяется величиной подвижности и вязкости раствора связующего ПК-104 в спирте.
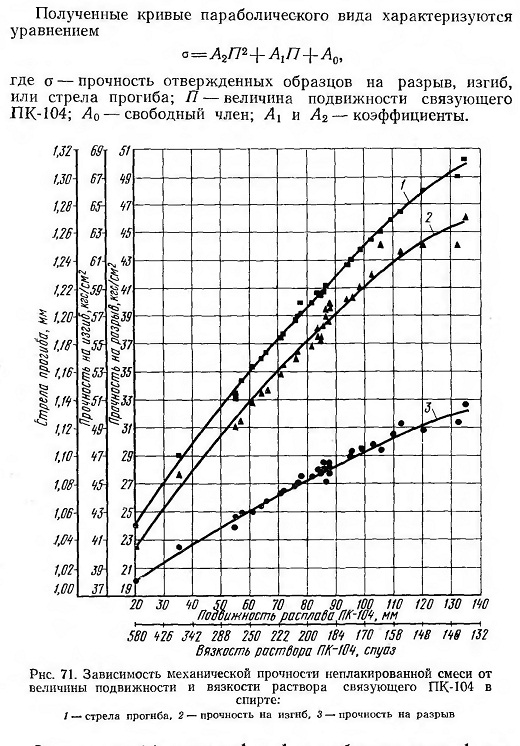
Значения коэффициентов А1 и А2 и свободного члена
А0 для неплакированных песчано-смоляных смесей на связующем ПК-104 с
7,4% уротропина приведены в табл. 27.
Результаты работы по исследованию влияния физико-химических свойств
связующего ПК-104 на механические свойства
неплакированной смеси позволили установить нижний предел подвижности связующего, который должен быть не ниже 40 мм. При этом обеспечивается прочность смеси на изгиб не менее 48 кгс/см2.
27. Значения коэффициента А1, А2 и свободного члена А0 для связующего ПК-104
Прочность сырых песчано-смоляных смесей в отвержденном состоянии при
одних и тех же условиях зависит от природы используемой связующей
добавки и ее свойств. При отверждении стержней возрастание их прочности
определяется упрочнением пленок связующих материалов. Процесс упрочнения
связан с удалением растворителя, а также с уплотнением молекул,
происходящем в процессе поликонденсации низкомолекулярных соединений.
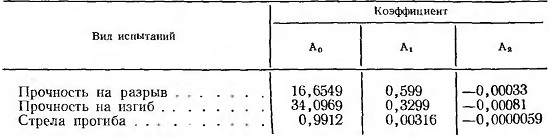
Сравнительные исследования смесей на основе различных связующих
показали, что наибольшую удельную прочность обеспечивают
мочевинофурило-вые смолы. Так, например, испытание кварцевых составов
смесей на смолах КФ-90, КФ-40 и КФ-35 (рис. 72, а) показало, что образцы
толщиной 25 мм в нагретом до 220° С стержневом ящике приобретают
максимальную прочность через 15—20 с отверждения.
Рис. 72. Зависимость прочности песчано-смоляных образцов в горячем и охлажденном состояниях от марки используемой смолы: а — прочность образцов в охлажденном состоянии, б — прочность образцов в горячем состоянии
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 890.00 руб./шт.

от 185.00 руб./шт.

от 132.00 руб./шт.

от 103.00 руб./шт.

от 391.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 0.00 руб./шт.

от 2559.00 руб./шт.

от 1578.00 руб./шт.

от 890.00 руб./шт.