

§ 33.
Элементы литниковых систем
Литниковой системой называется совокупность каналов для подвода металла в полость литейной формы, улавливания загрязнений металла (шлака, земляных включений) и питания отливки жидким металлом при ее затвердевании. Применяемые в практике литейного производства различные способы подвода расплавленного металла можно свести к двум основным типам литников: литник со свободным падением металла
(рис. 32, а) и литник с падением металла по ломаной линии
(рис. 32, б, в, г). Последний способ подвода
металла в форму делится на следующие четыре подгруппы: металл вводится
через разъем формы сверху (см. рис. 32, б), по разъему опок на половине
высоты отливки (см. рис.
32, в), сифоном (см. рис. 32, г), по разъему опок в нижнюю или среднюю
часть отливки от одного стояка — стопочная заливка (рис. 32, д).
Способ подвода металла выбирают в зависимости от конфигурации,
назначения и материала отливки. На рис. 33 показана литниковая система
для чугунной отливки, которая состоит из литниковой чаши 1, стояка 2,
шлакоуловителя 3, питателей 4 и выпоров 5. Литниковая чаша является
метал-лоприемником, в который при заливке формы расплав поступает из
разливочного ковша.
Стояк, представляющий собой вертикальный канал в верхней
полуформе, соединяет заливочную чашу с шлакоуловителем. Шлакоуловитель-
горизонтальный трапециевидного или полукруглого сечения канал, обычно
выполняемый в верхней полу-форме, служит для задерживания шлака, а также
для облегчения заполнения форм металлом при наличии нескольких
питателей. Питателями называют короткие каналы трапециевид-ной или
полукруглой формы, служащие для непосредственного подвода металла к
полости формы.
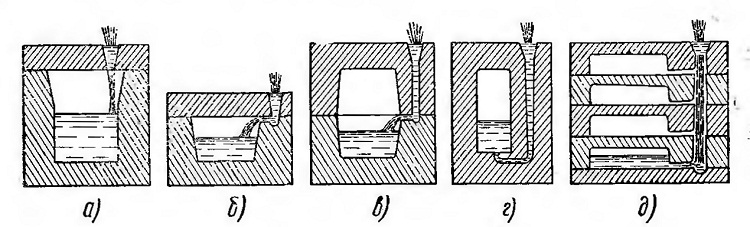
Рис. 32. Способы подвода металла в форму: а — свободное падение металла, б — через разъем формы сверху, в — по разъему опок, г — сифоном, д *— по разъему опок от одного стояка
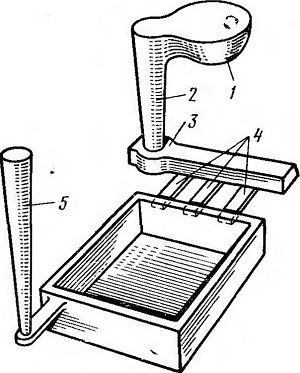
Рис. 33. Литниковая система
Для получения плотных массивных чугунных, стальных и из цветных сплавов
отливок в форме устраивают дополнительные литниковые каналы, полости,
выпоры, прибыли и питающие бобышки, заполняемые металлом во время
заливки и служащие для питания отливок в процессе их охлаждения.
Литниковые системы рассчитывают по нормалям и специальным формулам. При
расчете литниковой системы для чугунных отливок сначала определяют
площадь поперечного сечения всех питателей Fст и их количество, а
сечение шлакоуловителя Fшл и стояка Fст находят по соотношениям. Ниже
приводится одно из таких соотношений, широко применяемое на практике для
чугунных отливок
![]()
В качестве примера рассмотрим последовательность
технологического процесса изготовления отливки — чугунной втулки 1 (рис.
34). По чертежу втулки изготовляют модель 2, которая состоит из двух
половинок и может центрироваться с помощью шипов и гнезд.
Внутренняя полость втулки 1 образуется стержнем 3, который
изготавливается из стержневой смеси в ящике 4. После уплотнения смеси в
ящике сырой стержень извлекают из ящика и для придания ему прочности
высушивают в печи. При сборке литейной формы сухой стержень
устанавливают стержневыми знаками в соответствующие гнезда формы,
полученные с помощью знаковых частей 5 модели. Поэтому длина стержня
должна быть больше длины полости отливки на величину знаков.
Литейную форму для втулки делают из двух половин (верхней 6 и нижней 7).
Полуформы изготовляют из формовочной смеси, уплотняемой в металлических
рамках 8, которые называются опоками.
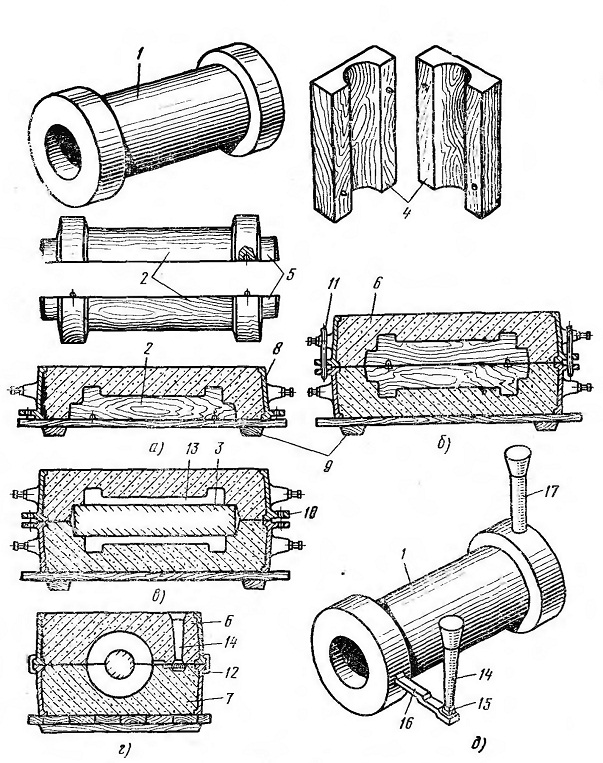
Рис. 34. Процесс получения чугунной отливки
втулки:
а- формовка нижней полуформы, б —формовка верхней полуформы, в —
собранная форма со стержнем, г — разрез формы по антипиковой системе, О
— отливка с литниковой системой
Для изготовления литейной формы на подопочный щиток 9 устанавливают
половину модели, по которой получают отпечаток в нижней полуформе, а
также опоку 8 (рис. 34, а). Чтобы устранить прилипание формовочной смеси
к модели 2, ее рабочую поверхность и щитка 9 припыливают графитом, после
чего в опоку насыпают формовочную смесь и уплотняют ее. Излишек
формовочной смеси счищают с поверхности уплотненной формы, опоку
переворачивают на 180° и устанавливают на подопочный щиток 9. Затем на
нижнюю половину модели устанавливают верхнюю, а на нижнюю опоку
устанавливают верхнюю (рис. 34, б). Поверхность модели припыливают
графитом, устанавливают модели литниковой системы, а затем в верхнюю
опоку засыпают формовочную смесь и уплотняют ее. После этого снимают
верхнюю полуформу, извлекают половинки моделей и модели литниковой
системы, устанавливают стержень (рис. 34, в) и собирают форму. Для
точной сборки формы опоки имеют специальные втулки 10, в которые входят
центрирующие штыри 11. При заполнении формы жидким металлом он давит на
стенки формы, в результате чего верхняя опока может подняться и тогда по
плоскости разъема образуется зазор, через который может вытекать металл.
Для предупреждения этого верхнюю полуформу крепят к нижней скобками 12
или ставят на верхнюю опоку груз (рис. 34, г). Жидкий металл при заливке
поступает в полость 13 формы по литниковым каналам, которые состоят из
стояка 14, шлакоуловителя 15, питателя 16 и выпора 17 (рис. 34, д).
Рассмотренный выше пример показывает, что процесс получения литой
заготовки является сложным и складывается из различных технологических
операций.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)