

§ 13.
Цветные металлы и сплавы
В современном машиностроении цветные металлы и сплавы имеют широкое применение, а в некоторых отраслях, например самолетостроении, радиотехнике, приборостроении и электротехнике, являются основными материалами.
К цветным металлам относятся: медь, алюминий, магний, никель, свинец, олово, цинк и др., а также сплавы на их основе.
Медь и ее сплавы. Медь имеет красный цвет. Низкое электросопротивление сделало медь одним из основных материалов для изготовления проводников электрического тока. Высокая пластичность меди позволяет получать из нее обработкой давлением в холодном и горячем состоянии тонкую проволоку (диаметром 0,02—0,03 мм) и фольгу толщиной 0,05—0,06 мм. Большое применение имеют сплавы на медной основе — латуни и бронзы. Сплавы меди с цинком называются латунями; сплавы меди
с оловом, свинцом, алюминием, марганцем, никелем, бериллием и другими элементами называют бронзами.
7. Химический состав литейных латуней, %
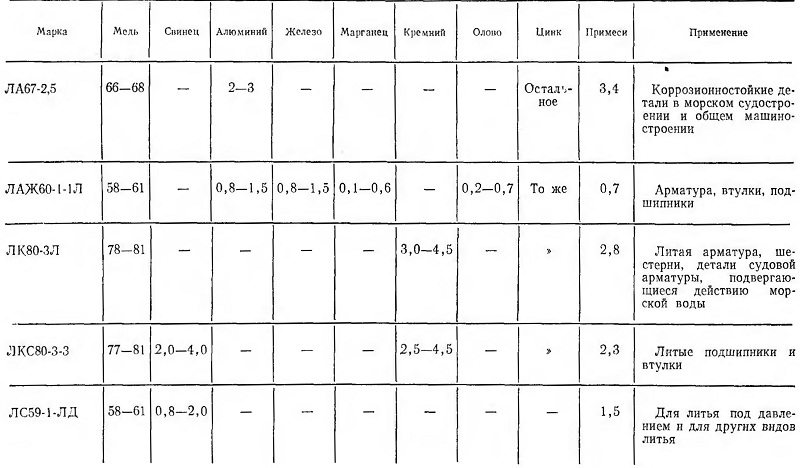
Латуни. Добавка в медь цинка повышает прочность и
удешевляет стоимость изделий. В зависимости от назначения различают
латуни, применяемые для изготовления отливок, и латуни для обработки
давлением (прокаткой, штамповкой, ковкой). Некоторые марки и назначение
литейных латуней приведены в табл. 7 (ГОСТ 17711—72).
Латунные изделия, полученные холодной обработкой давлением, необходимо
подвергать отпуску при температуре 200° С в течение 1,5—2 ч для
частичного снятия внутренних напряжений. Без этой обработки в деталях
обнаруживается изменение размеров и самопроизвольное растрескивание, в
особенности при наличии газовой среды, седержащей аммиак.
Бронзы. В зависимости от химического состава бронзы делятся на
оловянистые и безоловянистые (специальные). Добавка в медь олова
улучшает литейные свойства сплава (повышает жидкотекучесть и уменьшает
усадку) и обрабатываемость, повышает его коррозионную стойкость и
механические свойства. В бронзах, кроме олова, содержатся цинк, свинец и
другие элементы, улучшающие их свойства. Марки и назначение литейных
бронз приведены в табл. 8 (ГОСТ 613—65).
Деформируемые оловянистые бронзы (ГОСТ 5017—74) выпускаются в виде
листа, прутков, трубок, ленты, проволоки различных толщин и сечений.
Многие детали из них изготавливаются штамповкой и прессовкой.
Алюминий и его сплавы. Алюминий является распространенным металлом; он
почти в три раза легче железа. Алюминий имеет удовлетворительную
коррозионную стойкость благодаря образующейся на поверхности пленки
окислов, которая защищает от окисления нижележащие слои металла. Из-за
высокой электропроводности и пластичности алюминий является одним из
наиболее употребительных материалов для изготовления токоведущих шин,
проводов и кабелей, труб и специальных про-филей. Большое применение
нашел алюминий для изготовления посуды.
Алюминиевые сплавы делятся на литейные и деформируемые.
Алюминиевые сплавы имеют хорошие литейные свойства, легко обрабатываются
и обладают высокими механическими свойствами после термической
обработки. Наибольшее распространение получили сплавы алюминия с
кремнием, медью и магнием (силумины). Эти сплавы, подвергнутые операции
модифицирования (с помощью натрия или его фтористой соли), приобретают
мелкокристаллическую структуру и более высокие механические свойства.
Марки и химический состав некоторых литейных алюминиевых сплавов
приведены в табл. 9 (ГОСТ 2685—75).
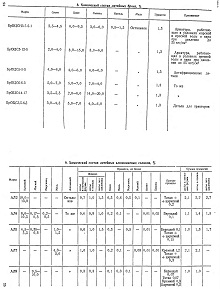
Магний и его сплавы. Магний обладает большой активностью при взаимодействии с кислородом, а в виде порошка и тонкой ленты сгорает на воздухе. Широкое распространение магний получил для изготовления сверхлегких сплавов (типа электрон). Магниевые сплавы легки, обладают сравнительно большой прочностью, при механической обработке допускают высокие скорости резания. В табл. 10 приведены некоторые магниевые сплавы и указано их назначение (ГОСТ 2856—68 *).
10. Химический состав магниевых сплавов, %
|
Марка сплава |
Алюминий |
Цинк |
Марганец |
Всего примесей, ие более |
Применение |
|
МЛ2 |
— |
— |
1,0—2,0 |
0,5 |
Горловины бензобаков и несложная бензомасля- |
|
МЛ4 |
5,0—7,0 |
2,0—3,0 |
0,15-0,5 |
0,5 |
ная аппаратура Литые детали самоле |
|
МЛ5 |
7,5-9,3 |
0,2—0,8 |
0,15-0,5 |
0,5 |
тов, двигатели, корпуса приборов Литые детали самолетов, двигатели, радиоаппаратура, корпуса фотоаппаратов и др. |
Свинцовооловянные сплавы. Сплавы на основе олова и
свинца применяют в машиностроении главным образом при изготовлении
подшипников скольжения, а также для пайки различных узлов и деталей.
Низкий коэффициент трения и хорошая способность прирабатываться делают
свинцовооловянные сплавы одними из лучших антифрикционных сплавов. Эти
сплавы, известные под названием баббитов (табл. 11), имеют большое
распространение в машиностроении (ГОСЦ 1320—74).
11. Химический состав баббитов, %
|
Марка |
Сурьма |
Медь |
Кадмий |
Никель |
Мышьяк |
Олово |
Т еллур |
Свииец |
|
Б89 |
7,25—8,25 |
2,5—3,5 |
— |
— |
— |
Осталь ное |
— |
— |
|
Б83 |
10-12 |
5,5—6,5 |
— |
— |
— |
То же |
— |
— |
|
Б16 |
15—17 |
1,5—2,0 |
— |
— |
— |
15-17 |
— |
Ос тальное |
|
БН |
13-15 |
1,5-2,0 |
1,25-1,75 |
0,75—1,25 |
0,5—0,9 |
9-11 |
— |
То же |
|
Б6 |
14—16 |
2,5—3,0 |
1,75-2,25 |
— |
0,6—1,0 |
5—6 |
— |
> |
|
БТ |
14-16 |
0,7-1,1 |
— |
— |
— |
9-11 |
0,05— 0,2 |
» |
Сплавы свинца с оловом широко применяются в качестве припоев при производстве паяных изделий (табл. 12).
12. Химический состав некоторых припоев, %
(по ГОСТ 21931—76)
|
Марка |
Олово |
Сурьма |
Свинец |
Примеси |
|
ПОСЭО |
89-91 |
|
Остальное |
<0,02 |
|
ПОС61 |
60—62 |
— |
» |
— |
|
ПОС40 |
39-41 |
— |
» |
0,274 |
|
ПОСЮ |
9—10 |
— |
» |
— |
|
ПОС4—6 |
3-4 |
5,0—6,0 |
|
— |
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 1030.00 руб./шт.

от 224.00 руб./шт.

от 195.00 руб./шт.

от 195.00 руб./шт.

от 402.00 руб./шт.

от 402.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 56.00 руб./шт.

от 224.00 руб./шт.

от 138.00 руб./шт.