





Машины для изготовления оболочковых форм из сухой смеси - часть 4
Установка МДФ-240
Примером автоматической машины специального
назначения является установка марки МДФ-240, используемая для
изготовления двухслойных оболочковых форм. Установка (рис. 115)
представляет собой девятипозиционный автомат карусельного типа, имеющий
пневмогидравлический привод. На вращающейся карусели размещается девять
модельных плит 4, которые могут поворачиваться вокруг своей оси на 180°.
На двух позициях автомата происходит изготовление полуформ, на шести
последующих — отверждение их в проходной кольцевой печи 5 и на последней
позиции — съем готовой полуформы с модельной плиты.
На первой позиции происходит формирование облицовочного слоя полуформы.
Для этого конусообразный подвижной бункер 8 с облицовочной смесью
поднимается вверх до упора с модельной плитой с помощью подпружиненной
подставки 7, связанной со штоком поршня гидравлического цилиндра. После
упора бункер 8 останавливается, а подпружиненная подставка 7 продолжает
подниматься, увлекая за собой резиновое диафрагменное днище 6. Благодаря
этому находящаяся в бункере песчаносмоляная смесь плотно прижимается к
лицевой поверхности нагретой модельной плиты, формируя облицовочный слой
толщиной 1—2 мм. При достижении заданного давления (примерно
4 кгс/см2) шток цилиндра автоматически опускается вниз, увлекая за собой
сначала подпружиненную подставку 7 с резиновой диафрагмой 6, а затем и
подвижной бункер 8. Когда шток при* мет исходное положение, из верхнего
бункера 2 через трубопровод 3 и специальный дозатор происходит
пополнение смеси в подвижном бункере. Карусельный стол машины
поворачивается на 40°, и одновременно с помощью копирного устройства
поворачивается на 180° модельная плита вместе с наполнительной рамкой.
На второй позиции происходит засыпка наполнительной рамки
песчано-смоляной смесью. Эту операцию выполняют с помощью второго
бункера 9, в котором роль дна выполняет особая поворотная плита,
позволяющая бункеру 9 перемещаться в сторону модельной плиты. По мере
надвигания бункера 9 на модельную плиту из него через специальное
отверстие высыпается смесь, которая и заполняет полость рамки поверх
облицовочного слоя. Дойдя до упора, бункер Начинает двигаться в обратном
направлении, срезая своими краями излишек смеси по
разъему полуформы. При отходе бункера 9 вместе с поворотной плитой в исходное положение он автоматически пополняет свой запас наполнительной смеси из бункера 1. Сформированная полуформа вместе с модельной плитой при очередном повороте карусели входит в проходную печь для отверждения При выходе из проходной печи модельная плита по копиру поворачивается на 180° и с помощью толкательного устройства сталкивается с плиты на устройство, которое выдает готовую пол у фор № у на контрольный стол. При передвижении на первую позицию происходят автоматическая обдувка модельной плиты сжатым воздухом и опрыскивание разделительным составом.
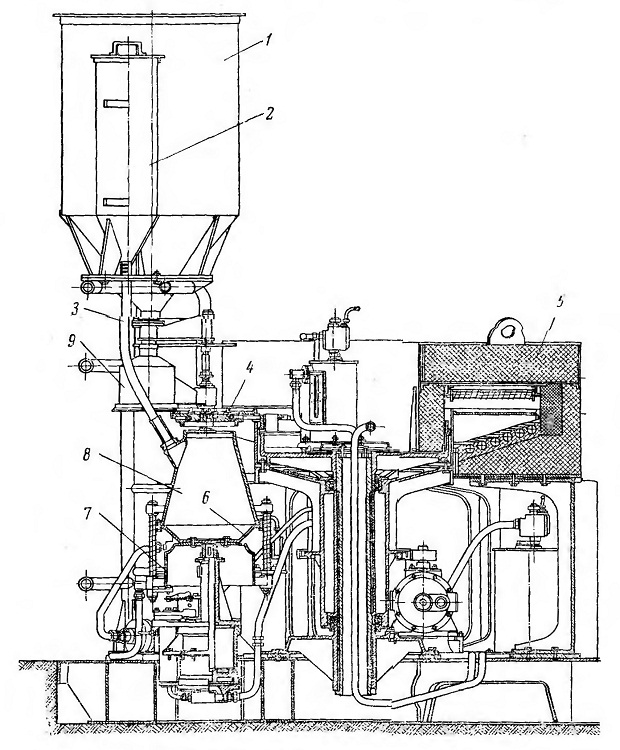
Рис. 115. Установка МДФ-240 для изготовления двухслойных оболочковых форм
Техническая характеристика автоматической
машины марки МДФ-240
Производительность..............80—120 полу-форм в час
Размер модельной плиты, мм:
диаметр......................240
высота........................30
Количество модельных плит, шт. . 9
Габаритные размеры машины, мм 2750 X 2550 XХ1500
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.