





МЕТОДИКА ОПРЕДЕЛЕНИЯ НЕИСПРАВНОСТЕЙ В ПОДЪЕМНОМ МЕХАНИЗМЕ ПАССАЖИРСКИХ ЛИФТОВ С ГЛОБОИДНЫМ РЕДУКТОРОМ
Поскольку большую часть находящихся в эксплуатации редукторов составляют глобоидные, основное внимание в данной методике уделяется определению неисправностей последних, хотя эту методику можно применять и для редукторов, имеющих другое зацепление.
Дефектировка подъемного механизма производится при выключенном рубильнике и посаженном на буфер противовесе.
Внешний осмотр лебедки. При внешнем осмотре необходимо убедиться в отсутствии явно выраженных дефектов:
течь масла через фланцевые разъемы крышки и корпуса из уплотнительных узлов подшипников тихоходного и быстроходного валов;
сколы и трещины на шкиве, корпусных деталях редуктора;
повышенные люфты в шарнирных соединениях, неправильная работа тормозного устройства;
надежность крепления редуктора, двигателя, тормозной системы и т. д.;
грязь на рабочих поверхностях канатоведущего шкива тормозной полумуфты.
Далее необходимо убедиться в отсутствии рисок, волнистости на тормозной поверхности червячной полумуфты, в надежности крепления и достаточной толщине фрикционного материала колодок. Для этого необходимо отвернуть гайки со шпилек (тяг), снять пружины и развести в стороны рычаги (колодки) тормозного устройства, осмотреть поверхности полумуфты и фрикционного материала. После проведения внешнего осмотра следует убедиться в правильной работе зацепления, подшипниковых узлов, в наличии достаточного количества смазки, в качестве смазки, в отсутствии смещения от своего первоначального положения валов, шкива, полумуфты и др.
Осмотр зацепления. Для более достоверного определения неисправностей редуктора необходимо обеспечить достаточную освещенность внутренней полости редуктора (например, переносной лампой).
При нормальной работе зацепления пятно контакта на зубе колеса располагается так, как показано на рис. 40.
Обычно пятно контакта занимает только обкатную зону, поэтому обкатная зона имеет блеск, а зоны подреза не блестят из-за присутствия на них окисной пленки. В этом случае входные части витка
червяка в работе не участвуют, передача работает
плавно, без вибрации.
При длительной эксплуатации под нагрузкой передача полностью
прирабатывается, поэтому пятно контакта может быть на всей длине зуба.
Виток червяка контактирует с колесом по всей своей длине.
О правильной работе зацепления судят по наличию четкой границы перехода
обкатной зоны в подрез (линия). Ввиду того, что противовес при движении
лифта чаще всего тяжелее кабины, передача быстрее прирабатывается со
стороны противовеса, чем со стороны кабины. При неполностью
приработанной передаче обкатная зона на зубе колеса со стороны
противовеса почти всегда шире, чем со стороны кабины.
Проверка осевого расхода червяка. При появлении осевых смещений червяка
пятно контакта изменяется, при этом обкатная зона начинает окисляться от
середины. Появляется блеск (натиры) на зонах подреза, так как виток
червяка контактирует с колесом только входной и выходной частью.
Вследствие повышения контактных нагрузок (в зацеплении находится около
1,5—2 зубьев) передача начинает быстро изнашиваться. Линии перехода
обкатной зоны в подрез разматываются (стираются).
Большие осевые смещения червяка можно наблюдать визуально, если смотреть
на место сопряжения червяка и крышки радиальноупорного (упорного)
подшипника в момент остановки или перехода лифта на малую скорость.
Проверка бокового зазора в зацеплении. Для проверки бокового зазора в
зацеплении необходимо освободить редуктор от неравномерной нагрузки. Для
этого нужно при посаженном на буфер противовесе вращением червячного
вала добиться равного натяжения ветвей канатов со стороны противовеса и
кабины.
При равенстве натяжений ветвей червяк свободно проворачивается (без
ощутимого усилия) на некоторый угол.
Найдя «свободный ход» червяка, нужно повернуть штурвал в любую сторону
до контакта боковой поверхности червяка с боковой поверхностью зуба
колеса. Об этом можно судить по небольшому увеличению усилия вращения, а
также зрительно наблюдать по моменту начала вращения колеса (при снятой
крышке люка редуктора). Наносят риску на тормозную колодку и полумуфту.
Поворачивают червяк в противоположную сторону, до контакта витка червяка
с другой поверхностью колеса.
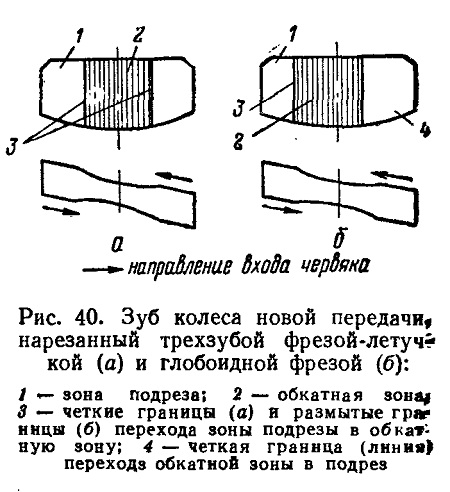
Рис. 40. Зуб колеса новой передачи, нарезанный трехзубой фрезой-летучкой (а) и глобоидной фрезой (б)
Червяк должен повернуться не более чем на 0,1
оборота. Замеряют расстояние между рисками на колодке и полумуфты (по
окружности полумуфты). Оно должно быть не более 94 мм для лебедок с
редукторами Т-1000, РГ-51, РГС-150-59, РГ-180-47, РГ-180-37 и не более
63 мм — с редуктором РГ-150-59.
Определяя таким образом боковой зазор, получают не чистую величину его,
а сумму бокового зазора и осевого люфта. В отдельных случаях, если
имеется возможность смещения ступицы (венца) относительно вала
(вала-ступицы) при малом окружном усилии, к этим величинам добавляется
люфт ступицы на валу.
Проверка на отсутствие взаимных смещений ступицы (венца) относительно
вала (вала-ступицы) и шкива относительно вала.
Явление взаимного смещения (люфта) ступицы относительно вала наблюдается
чаще всего на редукторах РГС-150-59 и иногда на редукторах РГ-150-59. На
редукторах РГ-51 ведомый вал выполнен в внде вала-ступицы. На этих
редукторах наблюдаются случаи взаимного смещения венца и вала-ступицы.
Взаимные смещения шкивов и валов могут иметь место на всех лебедках, за
исключением Т-1000.
Люфт ступицы на валу (редукторы РГС-150-59 и РГ-150-59) можно
обнаружить, если при уравновешенных натяжениях несущих канатов
попытаться вывести систему из равновесия вращением червяка в ту или
другую сторону. При наличии люфта на указанных редукторах происходит
заметное смещение ступицы относительно внутреннего кольца подшипника
ведомого вала. На редукторе РГ-51 рекомендуется нанести риску на венце и
ступице. При люфте риски сместятся относительно друг друга.
Аналогичным образом определяют наличие люфта и шкивов в месте сопряжения
вала и шкива со стороны корпуса редуктора.
Проверка надежности крепления полумуфты (маховика) на червячном валу. В
процессе эксплуатации в результате смятия поверхностей ослабевает
посадка полумуфты.
Люфты указанных элементов можно обнаружить, если при заторможенной
лебедке попытаться повернуть штурвал в ту или другую сторону. Люфт
маховика наблюдается в моменты перехода лифта на малую скорость или в
момент торможения.
Определение износа ручьев канатоведущего шкива.
Интенсивность износа ручьев канатоведущих шкивов в большой степени
зависит от разности диаметров отдельных ручьев с момента изготовления
шкива и в процессе эксплуатации. Допустимая разность диаметров ручьев
зависит от высоты подъема. Для 9—12-этажного лифта она не должна
превышать 0,35 мм.
Расстояние между дном ручья и канатов должно быть не менее 2 мм.
Содержание
- 1. Безопасная эксплуатация лифтов (Бродский М.Г.) - онлайн
- 2. ПРЕДИСЛОВИЕ - Безопасная эксплуатация лифтов
- 3. КЛАССИФИКАЦИЯ ЛИФТОВ
- 4. КИНЕМАТИЧЕСКИЕ СХЕМЫ ЛИФТОВ
- 5. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА ЛИФТОВ
- 6. УСТРОЙСТВО ПАССАЖИРСКИХ ЛИФТОВ
- 7. Шахта лифта - устройство
- 8. Направляющие элементы лифта - устройство
- 9. Лебедки лифта - устройство
- 10. Кабина лифта - устройство
- 11. Противовес лифта - устройство
- 12. Канаты лифта - устройство
- 13. Ловители лифта - устройство
- 14. Ограничитель скорости лифта - устройство
- 15. Упоры и буфера лифта - устройство
- 16. Дверные замки лифта - устройство
- 17. Контакты безопасности лифта - устройство
- 18. Лифтовый привод переменного и постоянного тока
- 19. Типовые системы управления лифта
- 20. Требования к системам управления, предъявляемые правилами устройства ибезопасной эксплуатации лифтов
- 21. Сигнализация лифта
- 22. Освещение лифта
- 23. УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ЭЛЕКТРОСХЕМЫ ЛИФТОВ
- 24. ПОСЛЕДОВАТЕЛЬНОСТЬ ДЕЙСТВИЯ ЭЛЕМЕНТОВ ЭЛЕКТРИЧЕСКИХ СХЕМ РАЗЛИЧНЫХ ЛИФТОВ
- 25. Электросхема лифта КМЗ-58 с двумя реле РВ и с реле РД
- 26. Электросхема лифта с реле РОД (грузоподъемность 320 кг, скорость 0,71м/с)
- 27. Электросхема лифта с реле РПК (грузоподъемность 320 кг, скорость 0,71м/с)
- 28. Электросхема лифта для жилых зданий с датчиками И КВ без реле РФ(грузоподъемность 500 (320) кг, скорость 1 м/с)
- 29. Электросхема лифта для жилых зданий с датчиками ДПЭ (грузоподъемность 500(320) кг, скорость 1 м/с)
- 30. Электросхема лифта с неподвижным полом и реле РП (грузоподъемность 320кг, скорость 0,71 м/с)
- 31. Электросхема лифта с неподвижным полом без реле РП (грузоподъемность 320кг, скорость 0,71 м/с)
- 32. Электросхема лифта с неподвижным полом (грузоподъемность 320 кг, скорость0,71 м/с)
- 33. ЛИФТ КМЗ-58 - МОДЕРНИЗАЦИЯ
- 34. ПРИНЦИП РАБОТЫ ЭЛЕКТРИЧЕСКОЙ СХЕМЫ МОДЕРНИЗИРОВАННОГО ЛИФТА МОДЕЛИ КМЗ-58
- 35. Блокированная работа двух лифтов, модель 1958 г.
- 36. Блокированная работа двух лифтов с реле РПК (грузоподъемность 320 кг,скорость 0,71 м/с)
- 37. Лифт с реле РОД и РПК (грузоподъемность 320 кг, скорость 0,71 м/с)
- 38. ЭКСПЛУАТАЦИЯ ЛИФТОВ
- 39. ТЕКУЩИЙ НАДЗОР ЗА ЛИФТАМИ
- 40. Текущий ремонт за лифтами
- 41. КАПИТАЛЬНЫЙ РЕМОНТ ЛИФТОВ
- 42. ВЕДОМОСТИ ДЕФЕКТОВ ЛИФТОВ
- 43. АГРЕГАТНЫЙ РЕМОНТ ЛИФТОВ
- 44. СПЕЦИАЛИЗАЦИЯ ОТДЕЛЬНЫХ ВИДОВ РАБОТ ЛИФТОВ
- 45. СТАТИЧЕСКОЕ ИСПЫТАНИЕ НАГРУЖАТЕЛЕМ ЛИФТОВЫМ СТАТИЧЕСКИМ (НЛС)
- 46. СТАТИЧЕСКОЕ ИСПЫТАНИЕ НАГРУЖАТЕЛЕМ ЛИФТОВЫМ СТАТИЧЕСКИМ (НЛС)
- 47. КАПИТАЛЬНО-ВОССТАНОВИТЕЛЬНЫЙ РЕМОНТ ЛИФТОВ
- 48. МЕТОДИКА ОПРЕДЕЛЕНИЯ НЕИСПРАВНОСТЕЙ В ПОДЪЕМНОМ МЕХАНИЗМЕ ПАССАЖИРСКИХЛИФТОВ С ГЛОБОИДНЫМ РЕДУКТОРОМ
- 49. ЭЛЕКТРИЧЕСКИЕ ИЗМЕРЕНИЯ НА ЛИФТАХ
- 50. Измерение сопротивления изоляции электрооборудования и сетей лифта
- 51. Методика выполнения измерений сопротивления изоляции на лифтах
- 52. Испытания заземляющих устройств лифта
- 53. Испытание заземляющих устройств и проверка переходных сопротивлений вконтактах сети заземления лифтов
- 54. Измерение сопротивления петли фазануль электросхемы лифта
- 55. ПРИЕМКА ЛИФТА ПОСЛЕ МОНТАЖА ИЛИ КАПИТАЛЬНОГО РЕМОНТА
- 56. ПРОГРЕССИВНЫЕ ФОРМЫ ЭКСПЛУАТАЦИИ ЛИФТОВ
- 57. ОБОРУДОВАНИЕ РАБОЧЕГО МЕСТА ПРИ ОБСЛУЖИВАНИИ ЛИФТА
- 58. ОБЪЕДИНЕННАЯ МАСТЕРСКАЯ ПРИ ОБСЛУЖИВАНИИ ЛИФТОВ
- 59. Рекомендации для устройства объединенной мастерской ПРИ ОБСЛУЖИВАНИИЛИФТОВ
- 60. СМОТР СОСТОЯНИЯ ЛИФТОВ
- 61. ОБСЛУЖИВАНИЕ ЛИФТОВ ПРИ ОДС
- 62. ОБСЛУЖИВАНИЕ ЛИФТОВ ПРИ ОДС
- 63. ОБСЛУЖИВАНИЕ ЛИФТОВ ПРИ ОДС
- 64. ОБСЛУЖИВАНИЕ ЛИФТОВ ПРИ ОДС
- 65. Возможные неисправности электрической схемы пассажирского лифта(грузоподъемность 320 (500) кг, скорость 1 м/с)
- 66. Возможные неисправности в работе электросхемы пассажирского лифта савтоматическим приводом
- 67. Возможные неисправности в работе электрической схемы пассажирского лифта
- 68. ДИСПЕТЧЕРИЗАЦИЯ ЛИФТОВ
- 69. ОБЪЕДИНЕННАЯ ДИСПЕТЧЕРСКАЯ СИСТЕМА (ОДС) ЛИФТОВ
- 70. ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ ОБЪЕДИНЕННОЙ ДИСПЕТЧЕРСКОЙ ЛИФТОВОЙ СЛУЖБЫ ЖЭК
- 71. ЛИФТОВЫЙ ДИСПЕТЧЕРСКИЙ ПУЛЬТ СЛУЖБЫ ЖЭК
- 72. КОНТРОЛЬ ЗА РАБОТОЙ ЛИФТОВ, ПОДКЛЮЧЕННЫХ К ОДС
- 73. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ВОПРОСЫ ОБСЛУЖИВАНИЯ ЛИФТОВ В ЖКХ
- 74. Возможные неисправности лифтовой аппаратуры ОДС, способы их определения иустранения
- 75. Неисправности усилителя мощности лифтовой аппаратуры ОДС
- 76. ПРОИЗВОДСТВЕННАЯ БАЗА РЕМОНТНОЙ ОРГАНИЗАЦИИ ЛИФТОВ
- 77. ПРОИЗВОДСТВЕННАЯ БАЗА РЕМОНТНОЙ ОРГАНИЗАЦИИ ЛИФТОВ
- 78. ПРОИЗВОДСТВЕННАЯ БАЗА РЕМОНТНОЙ ОРГАНИЗАЦИИ ЛИФТОВ
- 79. ОСНОВНЫЕ ТРЕБОВАНИЯ К МАТЕРИАЛАМ, ЗАГОТОВКАМ, ДЕТАЛЯМ И УЗЛАМ ЛИФТА ПРИПРОИЗВОДСТВЕ РЕМОНТА
- 80. Испытание и поставка узлов и деталей лифтов
- 81. ЛИФТОВАЯ АВАРИЙНАЯ СЛУЖБА (ЛАС)
- 82. УЧЕТ ПОСТУПИВШИХ ЗАЯВОК В ЛИФТОВУЮ АВАРИЙНУЮ СЛУЖБУ (ЛАС)
- 83. УЧЕТ ПОСТУПИВШИХ ЗАЯВОК В ЛИФТОВУЮ АВАРИЙНУЮ СЛУЖБУ (ЛАС)
- 84. УЧЕТ ПОСТУПИВШИХ ЗАЯВОК В ЛИФТОВУЮ АВАРИЙНУЮ СЛУЖБУ (ЛАС)
- 85. ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ ПРИ ПОЛЬЗОВАНИИ ЛИФТОМ ПАССАЖИРАМИ
- 86. ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ ПРИ ЭКСПЛУАТАЦИИ, РЕМОНТЕ И МОНТАЖНЫХ РАБОТАХ НАЛИФТАХ
- 87. Защитные средства ПРИ ЭКСПЛУАТАЦИИ, РЕМОНТЕ И МОНТАЖНЫХ РАБОТАХ НА ЛИФТАХ
- 88. Мероприятия обеспечения безопасности при проведении технических осмотров,текущих и капитальных ремонтов лифтов
- 89. Мероприятия обеспечения безопасности при проведении технических осмотров,текущих и капитальных ремонтов лифтов
- 90. Мероприятия обеспечения безопасности при проведении технических осмотров,текущих и капитальных ремонтов лифтов
- 91. Запрещенные методы выполнения работ на лифтах
- 92. Трехступенчатый контроль состояния техники безопасности работы на лифтах
- 93. СПИСОК ЛИТЕРАТУРЫ (Безопасная эксплуатация лифтов)

от 1030.00 руб./шт.

от 224.00 руб./шт.

от 195.00 руб./шт.

от 195.00 руб./шт.

от 402.00 руб./шт.

от 402.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 56.00 руб./шт.

от 224.00 руб./шт.

от 138.00 руб./шт.