Технический осмотр редуктора и канатоведущего шкива лифта - часть 2
6. Проверяют отсутствие течи масла из разъемов и
уплотнений, наличие и качество масла. Проверяют, нет ли течи из разъемов
и уплотнений. Допускаются незначительные подтеки масла. Если течь масла
из редуктора значительная, редуктор необходимо ремонтировать на заводе
или на месте.
Уровень масла в редукторе проверяют масломерной иглой. Уровень масла
должен находиться между нижней и верхней рисками на масломерной игле.
Рекомендуемые смазки: летние — цилиндровая 52 (Вапор) и индустриальная
50, зимние — нигрол зимний, автол 10. Масло в новом редукторе заменяют
не позднее, чем через месяц работы редуктора. В дальнейшем масло в
редукторе заменяют 1 раз в полгода. На лифтах модели ЭМИЗ (лебедка
Т-1000 со скользящими подшипниками тихоходного вала (см. рис. 24), кроме
проверки масла в редукторе и дополнения до нормы, проверяют наличие
смазки в масленках.
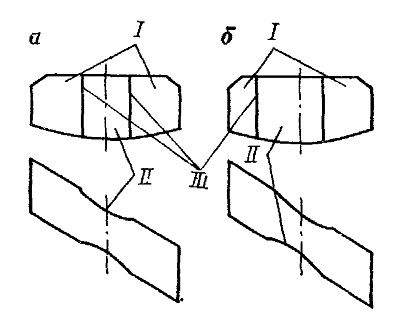
Рис. 29. Формы зубьев червячного колеса,
нарезанных трехзубой фрезой-летучкой (а) и глобоидной фрезой (б):
I—зона подреза; II—обкатная
зона
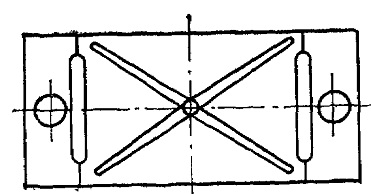
Рис. 30. Вкладыш верхней крышки подшипника скольжения тихоходного вала лебедки Т-1000
Для этого завинчиванием крышек масленок
продавливают смазку в подшипник так, чтобы она вошла в щели между
шейками тихоходного вала и подшипниками; отвинчивают крышки и дополняют
их смазкой типа солидол, если при завинчивании до отказа смазка не
вышла.
Если при наличии смазки в масленках она не продавливается, что чаще
всего имеет место на лифтах с нижним расположением машинных помещений,
то необходимо снять нагрузку с редуктора, отвинтить гайки болтов, снять
крышку подшипника выносной стойки, проверить состояние масляных канавок
(рис. 30) и, если они загрязнены, очистить и промыть рабочую поверхность
крышки.
Если же масляные канавки отсутствуют (затянуты), то необходимо их
восстановить. Глубина канавок должна находиться в пределах 2—3 мм,
ширина 3—4 мм. Направление канавки должно быть от центра к углу, как
показано на рис. 30. После окончания обработки канавок очищают отверстие
и рабочую поверхность в крышке подшипника, а также канавки от частиц
металла, устанавливают крышку на место и закрепляют ее болтами. Гайки
фиксируют контргайками. Делают канавки в крышке другого подшипника.
Завинчиванием крышек масленок продавливают смазку и ставят редуктор под
нагрузку.
Масляные канавки делают в подшипниках редукторов, устанавливаемых в
машинных помещениях нижнего расположения
7. Проверяют надежность крепления тормозной
полумуфты шкива, пытаясь сместить при помощи штурвала червячный вал
относительно заторможенной полумуфты. Если при такой проверке будет
обнаружен люфт в креплении тормозной полумуфты на червячном валу,
подтягивают крепление: отвинчивают болты, крепящие электродвигатель, и
снимают его; подтягивают гайку, крепящую тормозную полумуфту, Проверяют,
нет ли люфта в креплении тормозной полумуфты на червячном валу. При
наличии люфта отправляют редуктор для ремонта на завод
Надежность крепления канатоведущего шкива на тихоходном валу редуктора
проверяют на ходу лифта: включают вводный рубильник и при помощи
аппарата управления пускают кабину в ход.
Проверяют, нет ли люфта в креплении канатоведущего шкива на валу
(смотреть надо на торец вала в момент перехода кабины с большой на малую
скорость или в момент остановки); отключают вводный рубильник,
подтягивают гайку, крепящую канатоведущий шкив; отправляют редуктор для
ремонта на завод, если люфт ликвидировать не удалось
8 Проверяют исправность упорного и радиального подшипников при работе
редуктора. Если в редукторе прослушивается монотонный шум, это указывает
на износ подшипников Такой редуктор необходимо отправить для ремонта на
завод.
Содержание
- 1. Ермишкин В. Г. Техническое обслуживание лифтов онлайн
- 2. МАШИННЫЕ, БЛОЧНЫЕ ПОМЕЩЕНИЯ И ШАХТЫ ЛИФТОВ
- 3. Техническое обслуживание лифтовых машинных, блочных помещений и шахт
- 4. Распашные двери шахты лифтов
- 5. Автоматические и неавтоматические замками лифтов
- 6. Автоматические и неавтоматические замками лифтов
- 7. Электромагнитная отводка лифта
- 8. Раздвижные двери шахты лифта
- 9. Раздвижные двери шахты лифта
- 10. Распашные двери кабины и блок-контакты притвора створок лифта
- 11. Раздвижные двери кабины и блок-контакты контроля притвора створок
- 12.
- 13. Автоматический привод дверей лифтов
- 14. Автоматический привод дверей лифтов
- 15. Автоматический привод дверей лифтов
- 16. Техническое обслуживание лифтов
- 17. Техническое обслуживание лифтов
- 18. Техническое обслуживание лифтов
- 19. Лифты с раздвижными дверями и автоматическим приводом
- 20. Лифты с раздвижными дверями и автоматическим приводом
- 21. Лифты с раздвижными дверями и автоматическим приводом
- 22. Замена автоматических и неавтоматических замков дверей шахты лифтов сраспашными дверями
- 23. Замена автоматических и неавтоматических замков дверей шахты лифтов сраздвижными дверями
- 24. Технический осмотр распашных дверей кабины лифта
- 25. Технический осмотр раздвижных дверей кабины лифта
- 26. Технический осмотр узлов привода дверей лифта
- 27. Технический осмотр узлов привода дверей лифта
- 28. Замена электродвигателя лифта
- 29. Лифтовые редукторы
- 30. Лифтовые редукторы
- 31. Лифтовые редукторы
- 32. Лифтовые редукторы
- 33. Лифтовые канатоведущие шкивы
- 34. Лифтовые канатоведущие шкивы
- 35. Технический осмотр редуктора и канатоведущего шкива лифта
- 36. Технический осмотр редуктора и канатоведущего шкива лифта
- 37. ТОРМОЗНЫЕ УСТРОЙСТВА ЛИФТОВ
- 38. Тормозные электромагниты лифтов
- 39. Тормозные электромагниты лифтов
- 40. Тормозные электромагниты лифтов
- 41. Лифтовые тормоза
- 42. Технический осмотр и регулировка лифтового тормозного устройства сдлинноходовым тормозным электромагнитом КМТД-102
- 43. Ремонт лифтового тормоза тормозного устройства с длинноходовымэлектромагнитом КМТД-102
- 44. Особенности эксплуатации лифтовых тормозных устройств завода ЭМ ИЗ
- 45. Особенности эксплуатации лифтовых тормозных устройств с короткоходовымитормозными электромагнитами МП-201
- 46. ЛИФТОВЫЕ КАНАТЫ
- 47. ЛИФТОВЫЕ КАНАТЫ
- 48. ЛИФТОВЫЕ КАНАТЫ
- 49. ЛИФТОВЫЕ КАНАТЫ
- 50. Лифтовые подвески
- 51. Лифтовые подвески
- 52. Лифтовые подвески
- 53. Техническое обслуживание лифтовых канатов и подвесок
- 54. Технический осмотр лифтовых тяговых канатов
- 55. Технический осмотр лифтовых тяговых канатов
- 56. Технический осмотр лифтовых тяговых канатов
- 57. Технический осмотр лифтовых тяговых канатов
- 58. Технический осмотр лифтовых тяговых канатов
- 59. Замена лифтовых тяговых канатов при верхнем расположении машинногопомещения
- 60. Замена лифтовых тяговых канатов при верхнем расположении машинногопомещения
- 61. Лифтовые кабины
- 62. Лифтовые кабины
- 63. Лифтовые кабины
- 64. Подвижный пол кабины лифта
- 65. Противовес лифта
- 66. Направляющие для кабины лифта
- 67. Направляющие для кабины лифта
- 68. Технический осмотр кабины и противовеса, направляющих кабины ипротивовеса лифта
- 69. Технический осмотр купе и каркас кабины лифта
- 70. Технический осмотр противовеса лифта
- 71. Технический осмотр направляющих кабины и противовеса лифта
- 72. Технический осмотр и регулировка башмаков кабин лифтов моделей ЭМИЗ иКМЗ-1958
- 73. Технический осмотр и регулировка башмаков противовеса лифта модели ЭМИЗ
- 74. Технический осмотр и регулировка башмаков кабины и противовеса лифтов сраздвижными дверями
- 75. ЛИФТОВЫЕ ОГРАНИЧИТЕЛИ СКОРОСТИ
- 76. ЛИФТОВЫЕ ОГРАНИЧИТЕЛИ СКОРОСТИ
- 77. Ловители лифта
- 78. Клиновые ловители лифта
- 79. Технический осмотр и регулировка лифтовых ловителей
- 80. Технический осмотр и регулировка ограничителей скорости лифта
- 81. Замена ограничителей скорости лифта
- 82. Замена клиньев ловителей, разборка комбинированных ловителей лифтов
- 83. ВВОДНЫЕ РУБИЛЬНИКИ ЛИФТОВ
- 84. Технический осмотр вводного рубильника лифта
- 85. Трансформаторы лифтов
- 86. Трансформаторы лифтов
- 87. Реле и контакторы лифтов
- 88. Электромагнитные реле времени на лифтах
- 89. Емкостное реле времени на лифтах
- 90. Характеристика контактных групп реле и контакторов на лифтах
- 91. Автоматические выключатели на лифтах
- 92. Выпрямительные устройства на лифтах
- 93. Лифтовая двухполупериодная электросхема выпрямления переменного тока впостоянный
- 94. Лифт модели ЭМИЗ - электросхема
- 95. Лифт модели ЭМИЗ - Назначение блокировочных контактов, не имеющихмеханической связи с реле или контакторами
- 96. Лифт модели ЭМИЗ - Последовательность работы элементов электрическойсхемы но вызову кабины
- 97. Лифт модели ЭМИЗ - Работа электросхемы по приказам
- 98. Лифт модели ЭМИЗ -Работа электросхемы лифта по приказам
- 99. Лифт модели КМЗ-1958 - электросхема
- 100. Лифт модели КМЗ-1958 - Характеристика электрической схемы лифта
- 101. Лифт модели КМЗ-1958 - Работа электросхемы по приказам
- 102. Лифт модели КМЗ-1958 - Управление лифтом из машинного помещения
- 103. Лифт модели 1964 г. с неподвижным полом - электросхема
- 104. Лифт модели 1964 г. с неподвижным полом - Характеристика электрическойсхемы
- 105. Лифт с парным управлением с раздвижными дверями модели 1966 г -электросхема
- 106. Лифт с парным управлением с раздвижными дверями модели 1966 г -Назначение электроаппаратов и их контактов
- 107. Характеристика электрической схемы пассажирских лифтов со скоростьюдвижения кабины 1 м/с с парным управлением
- 108. Панели управления наиболее распространенных лифтов
- 109. Технический осмотр и регулировка электроаппаратов, установленных намагнитной станции лифта
- 110. Технический осмотр и регулировка реле типа МКУ-48 и ПЭ-6 на лифтах
- 111. Технический осмотр и регулировка реле типа РП-23 на лифтах
- 112. Технический осмотр и регулировка лифтовых электромагнитные реле времени
- 113. Технический осмотр и регулировка лифтовых контакторов КТП В-621
- 114. Технический осмотр и регулировка лифтовых контакторов ПА-421
- 115. Технический осмотр и регулировка лифтовых контакторов ПА-421
- 116. Технический осмотр электросхемы лифта модели ЭМИЗ
- 117. Технический осмотр электросхемы лифтов модели КМЗ-1958
- 118. Технический осмотр электросхемы лифтов модели 1966 г. с раздвижнымидверями
- 119. Замена электроаппаратов лифтов
- 120. АСИНХРОННЫЕ ЭЛЕКТРОДВИГАТЕЛИ ЛИФТОВ
- 121. Соединения обмоток асинхронных электродвигателей лифтов
- 122. Соединения обмоток лифтовых электродвигателей с фазовым икороткозамкнутым роторами
- 123. Технический осмотр асинхронного электродвигателя лифта
- 124. Замена электродвигателя главного привода лифта
- 125. Замена электродвигателя главного привода лифта
- 126. ЛИФТОВЫЕ ЭТАЖНЫЕ ПЕРЕКЛЮЧАТЕЛИ, ИНДУКТИВНЫЕ И КОНТАКТНЫЕ ДАТЧИКИ СЕЛЕКЦИИИ ДАТЧИКИ ТОЧНОЙ ОСТАНОВКИ
- 127. Лифтовые индуктивные датчики селекции и датчики точной остановки
- 128. Лифтовые контактные датчики типа ДПЭ-101 на герконах
- 129. Технический осмотр лифтовых этажных переключателей
- 130. Технический осмотр лифтовых индуктивных датчиков селекции и точнойостановки, контактные датчики тип ДПЭ
- 131. Замена лифтовых этажных переключателей, индуктивных и контактных датчиковселекции и датчиков точной остановки
- 132. ЛИФТОВЫЕ КОНЕЧНЫЕ ВЫКЛЮЧАТЕЛИ
- 133. Технический осмотр и регулировка лифтовых конечных выключатели рубящеготипа
- 134. Технический осмотр и регулировка лифтовых конечных выключателей ПЭ-1 1
- 135. Технический осмотр и регулировка лифтовых конечных выключателей ВК-200Б
- 136. Замена лифтовых конечных выключателей
- 137. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ ЛИФТОВ
- 138. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ ЛИФТОВ
- 139. ТЕХНИКА БЕЗОПАСНОСТИ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ ЛИФТОВ
- 140. Общие требования при работах на лифте
- 141. Наложение и снятие переносных заземлений на лифте
- 142. Переключение электросхем лифтов
- 143. Работа, выполняемая в машинном и блочном помещениях лифта
- 144. Сварочные работы в машинных помещениях лифтов
- 145. Работа в шахте лифта
- 146. Требования техники безопасности при перемещении кабины лифта по шахте
- 147. Электросварочные работы в шахте лифта
- 148. Работа в шахте лифта в зоне верхнего крайнего рабочего этажа
- 149. Выполнение работ на лифтах с парным управлением грузоподъемностью 320 и500 кгс и скоростью движения кабины 1 м/с
- 150. Работа в приямке и в зоне нижнего крайнего этажа шахты лифта
- 151. Перечень запрещенных методов выполнения работ на лифтах
- 152. СПИСОК ЛИТЕРАТУРЫ (лифты)
- 153. Принципиальная электрическая схема пассажирского лифта грузоподъемностью320 или 500 кг со скоростью 1 м/с для жилых здании
- 154. Принципиальная электрическая схема пассажирского лифта грузоподъемностью500 или 1000 кг со скоростью 1 м/с для административных здании
- 155. Принципиальная электрическая схема пассажирского лифта грузоподъемностью500 или 1000 кг со скоростью 1,5 м/с административных здании (аа)
- 156. Принципиальная электрическая схема трех пассажирских лифтовгрузоподъемностью 500 или 1000 кг со скоростью 1 м/с для административных зданийс групповым управлением

от 1030.00 руб./шт.

от 224.00 руб./шт.

от 195.00 руб./шт.

от 195.00 руб./шт.

от 402.00 руб./шт.

от 402.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 288.00 руб./шт.

от 56.00 руб./шт.

от 224.00 руб./шт.

от 138.00 руб./шт.