Монтаж дверей шахты лифта - часть 4
Для проверки вертикальности линейки удобнее
использовать специальную скобу с отвесом (рис. 13.25). Угол наклона
линеек проверяется с помощью уровня с микрометрическим устройством или
угломером с отвесом.
По отношению к порогу верхняя балка должна быть сцентрирована по оси
проема и находиться в одной с ним вертикальной плоскости. Такая проверка
выполняется с помощью отвесов. Сначала с середины пролета балки
вывешивается отвес на риску середины порога, затем по концам балки
вывешиваются два отвеса с линейки. Замеры от отвесов до края паза порога
со стороны шахты должны соответствовать проектным размерам с допуском 1
мм.
Сборка дверей грузовых и больничных лифтов начинается с временного
закрепления на кронштейнах стояков, установки на них без затяжки болтов
порога и выверки его положения по кондуктору. Затем проверяют
вертикальность стояков, затягивают болты соединения с порогом и
окончательно крепят на кронштейнах. На стояки навешивается верхняя балка
и производится выверка ее положения.
Когда выверка, для всех типов лифтов, положения верхней балки закончена,
производят навеску створок. Они подвешиваются на каретки с помощью
болтов или шпилек. Башмаки, входящие в порог, перед навеской створок
снимают, а после навески заводят в паз порога, подводят к низу створок и закрепляют. Башмаки должны свободно, без заедания перемещаться по пазу, при этом заход крайнего башмака в паз порога при полностью открытых створках должен быть не менее 6 мм. Нижние торцевые поверхности створок должны быть параллельны порогу. Лицевые поверхности створок должны лежать в одной вертикальной плоскости, с допуском 2 мм. Регулировка положения створок, выполняется за счет овальных отверстий в каретках в местах крепления створок.
Проверяется также плотность прилегания створок одной к другой. Зазоры
между створками в отдельных местах допускаются не более 2 мм, зазор
между порогом и нижним торцом створок должен быть равен 5 мм с допуском
±1 мм, зазор между обрамлением дверного проема и створкой должен
находиться в пределах 2-5мм. При приложении к нижней части створок
нагрузки 50 Н они не должны раздвигаться больше чем на 15мм. Если
образующийся зазор превышает указанное значение, необходимо проверить
зазор между линейкой и контрроликами кареток. Его значение не должно
превышать 0,2 мм. Регулировка выполняется поворотом на эксцентричной оси
после ослабления контргайки.
После окончания сборки дверей необходимо проверить усилие их открывания.
Оно не должно превышать 35-40 Н. Закрывание дверей должно быть
свободным, без приложения усилия. Если положение верхней балки и линеек
отрегулировано правильно, но усилие открывания дверей выше нормы,
необходимо прочистить и смазать подшипники, а также проверить не
задевают ли подвижные части узлов дверей за неподвижные.
При закрытии створок дверей контакт выключателя двери шахты должен быть
надежно замкнут. Необходимо обеспечить его срабатывание при открытии
створки на 5-7 мм. При закрытых створках шток выключателя должен иметь
запас хода 1-
1,5 мм. Регулировка замков дверей шахты приведена в разделе
«Эксплуатация лифтов».
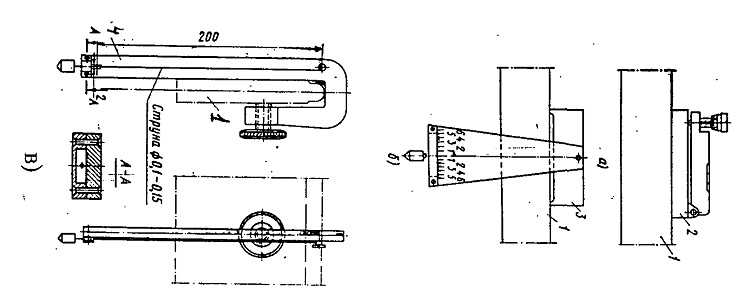
Рис. 13.25. Проверка положения линеек а - уровнем с микрометрическим устройством; б - угломером с отвесом; в - скобой с отвесом; 1 - линейка; 2 -уровень с микрометром; 3 - угломер с отвесом; 4 - скоба с отвесом
Содержание
- 1. Лифты (Волков Д. П.) - онлайн
- 2. Предисловие (лифты)
- 3. История развития лифтостроения
- 4. Современное состояние, тенденции и перспективы развития лифтостроения
- 5. Общие положения и определения классификации лифтов
- 6. Классификация лифтов
- 7. Кинематические схемы лифтов
- 8. Техническая характеристика лифтов
- 9. Общие требования к конструкции и параметрам лифтов
- 10. Устройство, компоновка и взаимодействие узлов лифта
- 11. ОСНОВЫ ПРОЕКТИРОВАНИЯ ВЕРТИКАЛЬНОГО ТРАНСПОРТА (ЛИФТОВ) ЗДАНИЙ ИСООРУЖЕНИЙ
- 12. Расчет производительности и необходимого числа лифтов
- 13. Размещение лифтов в зданиях и сооружениях
- 14. МЕХАНИЗМЫ ПОДЪЕМА ЛИФТОВ
- 15. Сравнительная характеристика лифтовых лебедок различного конструктивногоисполнения
- 16. Сравнительная характеристика лифтовых лебедок различного конструктивногоисполнения
- 17. Сравнительная характеристика лифтовых лебедок различного конструктивногоисполнения
- 18. Канаты и цепи лифтов
- 19. Барабаны, канатоведущие шкивы, блоки и контршкивы лифтов
- 20. Теория работы фрикционной передачи тягового усилия в лифтовых лебедках сКВШ
- 21. Редукторы лифтовых лебедок
- 22. Тормоза лифта
- 23. Тормоза лифта
- 24. Определение массы и уравновешивание подвижных частей МЕХАНИЗМА ПОДЪЕМАлифта
- 25. Расчет механизма подъема лифта
- 26. КАБИНЫ ЛИФТА
- 27. Каркас кабины лифта
- 28. Конструкция пола и устройств контроля загрузки кабины лифта
- 29. Конструкция пола и устройств контроля загрузки кабины лифта
- 30. Канатные подвески лифтов
- 31. Канатные подвески лифтов
- 32. Направляющие башмаки лифтов
- 33. ПРОТИВОВЕСЫ ЛИФТА
- 34. Динамика нагрузки металлоконструкций каркаса в режимах подскока изатягивания противовеса лифта
- 35. ДВЕРИ КАБИНЫ И ШАХТЫ ЛИФТА
- 36. Конструкция и работа механизма привода автоматических дверей лифта
- 37. Раздвижные двери кабины лифта
- 38. Конструкция и работа механизма привода автоматических дверей лифта
- 39. Кинематика и расчет механизма привода автоматических раздвижных дверейлифта
- 40. Кинематика и расчет механизма привода автоматических раздвижных дверейлифта
- 41. Кривошипно-шатунный (рычажный) механизм привода автоматических дверейлифта
- 42. Кинематика и расчет механизма привода автоматических раздвижных дверейлифта
- 43. ЛИФТОВЫЕ НАПРАВЛЯЮЩИЕ
- 44. Конструкция и установка направляющих в шахте лифта
- 45. ЛИФТОВЫЕ ЛОВИТЕЛИ
- 46. Классификация лифтовых ловителей
- 47. Лифтовые улавливающие устройства их основные характеристики
- 48. Механизм привода лифтовых ловителей
- 49. Механизм привода лифтовых ловителей
- 50. Конструкция, устройство и принцип действия лифтовых ловителей
- 51. Конструкция, устройство и принцип действия лифтовых ловителей
- 52. Расчет лифтовых ловителей
- 53. ЛИФТОВЫЕ ОГРАНИЧИТЕЛЬ СКОРОСТИ
- 54. Классификация лифтовых ограничителей скорости
- 55. Конструкция и расчет лифтового ограничителя скорости центробежного типа СГОРИЗОНТАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ
- 56. Конструкция и расчет ограничителя скорости с вертикальной осью вращения
- 57. ЛИФТОВЫЕ УПОРЫ И БУФЕРЫ
- 58. Конструкция и расчет лифтового пружинного буфера
- 59. Конструкция и расчет лифтового гидравлического буфера
- 60. ШАХТЫ, МАШИННЫЕ И БЛОЧНЫЕ ПОМЕЩЕНИЯ
- 61. Лифтовые машинные и блочные помещения
- 62. ЭЛЕКТРОПРИВОД И АВТОМАТИКА ЛИФТОВ
- 63. Оптимальная диаграмма движения кабины лифта
- 64. Силы и моменты нагрузки электроприводов лифтов
- 65. Динамические режимы электроприводов лифтов
- 66. Нерегулируемый лифтовый привод с односкоростным и двухскоростнымДВИГАТЕЛЕМ ПЕРЕМЕННОГО ТОКА
- 67. Регулируемый лифтовый привод переменного трехфазного тока
- 68. Регулируемый лифтовый привод переменного трехфазного тока
- 69. Регулируемый лифтовый привод постоянного тока
- 70. Общая характеристика систем управления лифтов
- 71. Лифтовые системы управления с контактной логикой
- 72. Лифтовые системы управления с бесконтактной логикой
- 73. Системы управления лифтами на базе микропроцессорной техники
- 74. МОНТАЖ ЛИФТОВ
- 75. Подготовка и организация монтажных лифтовых работ
- 76. Приемка и подготовка строительной части к монтажу лифта
- 77. Последовательность выполнения операций при монтаже лифта
- 78. Доставка лифтового оборудования к месту монтажа
- 79. Особенности монтажа оборудования при замене и модернизации лифтов
- 80. Определение координат установки оборудования лифта в шахте
- 81. Грузоподъемное и такелажное оборудование для монтажа лифтов
- 82. Механизированный инструмент, применяемый на монтаже лифтов
- 83. МОНТАЖ ЛИФТОВОЙ ШАХТЫ
- 84. Монтаж шахты лифта с металлическим каркасом
- 85. Монтаж лифтовой шахты из тюбингов
- 86. Способы крепления узлов и деталей оборудования лифта к строительнымконструкциям шахты и машинного помещения
- 87. Установка кронштейнов крепления направляющих кабины и противовеса лифта
- 88. Монтаж направляющих кабины и противовеса лифта
- 89. Монтаж направляющих кабины и противовеса лифта
- 90. Монтаж направляющих кабины и противовеса лифта
- 91. Монтаж направляющих кабины и противовеса лифта
- 92. Монтаж дверей шахты лифта
- 93. Монтаж дверей шахты лифта
- 94. Монтаж дверей шахты лифта
- 95. Монтаж дверей шахты лифта
- 96. Монтаж обрамлений дверных проемов лифтов
- 97. Монтаж оборудования приямка лифта
- 98. Монтаж противовеса лифта
- 99. Монтаж кабины лифта
- 100. Монтаж кабины лифта
- 101. Монтаж кабины лифта
- 102. Монтаж кабины лифта
- 103. Монтаж кабины лифта
- 104. Монтаж лифтовых лебедок и отводных блоков
- 105. Монтаж лифтовых лебедок и отводных блоков
- 106. Монтаж ограничителя скорости лифта
- 107. Навеска тяговых канатов лифта
- 108. Монтаж компенсирующих канатов и уравновешивающих цепей лифта
- 109. Монтаж электроаппаратуры лифта
- 110. Монтаж электроаппаратуры лифта
- 111. Монтаж электропроводки и кабелей лифтов
- 112. Монтаж электропроводки и кабелей лифтов
- 113. Монтаж электропроводки и кабелей лифтов
- 114. Монтаж электропроводки и кабелей лифтов
- 115. Монтаж электропроводки и кабелей лифтов
- 116. Устройство заземления (зануления) лифтовой установки
- 117. Замер сопротивления изоляции электрических цепей лифта
- 118. Наладка и сдача лифта в эксплуатацию
- 119. Опробование лифта
- 120. Опробование лифта
- 121. Регулировка оборудования лифта
- 122. Наладка лифтов. Наладочные работы
- 123. Обкатка и сдача лифта в эксплуатацию
- 124. Техника безопасности при монтаже лифтов
- 125. ЭКСПЛУАТАЦИЯ, ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И РЕМОНТ ЛИФТОВ
- 126. Текущий и технический надзор за работой лифтов
- 127. Работоспособность лифтов
- 128. Структура службы эксплуатации лифтов
- 129. Структура службы эксплуатации лифтов
- 130. Структура службы эксплуатации лифтов
- 131. Приемка лифтового оборудования в эксплуатацию
- 132. Статические и динамические испытания лифтов
- 133. Порядок и содержание работы по проверке уровня технического состояниялифта
- 134. Порядок и содержание работы по проверке уровня технического состояниялифта
- 135. Порядок и содержание работы по проверке уровня технического состояниялифта
- 136. Порядок и содержание работы по проверке уровня технического состояниялифта
- 137. Система мониторинга технического состояния лифтов на основедиспетчеризации
- 138. Периодичность и содержание технического обслуживания иремонтно-профилактических работ
- 139. Периодичность и содержание технического обслуживания иремонтно-профилактических работ
- 140. Периодичность и содержание технического обслуживания иремонтно-профилактических работ
- 141. Полугодовой текущий ремонт ТР-6 пассажирских и грузопассажирских лифтов савтоматическим приводом дверей
- 142. Аварийный ремонт лифтов
- 143. Капитальный ремонт лифтов
- 144. Модернизация лифтов
- 145. Смазочные материалы и смазка деталей и узлов лифта
- 146. Смазочные материалы и смазка деталей и узлов лифта
- 147. Смазочные материалы и смазка деталей и узлов лифта
- 148. Смазочные материалы и смазка деталей и узлов лифта
- 149. Инструментальные испытания лифтового оборудования
- 150. Методологическая основа инструментальных испытаний лифтов
- 151. Электрические первичные преобразователи лифтов
- 152. Пьезоэлектрические преобразователи лифтов
- 153. Резисторные преобразователи лифта
- 154. Монтаж тензорезисторов лифта
- 155. Импульсные преобразователи лифта
- 156. Лифтовые измерительные цепи
- 157. Лифтовая мостовая измерительная цепь
- 158. Лифтовые измерительные цепи
- 159. Лифтовые регистрирующие устройства
- 160. Лифтовые самопишущие приборы
- 161. Лифтовые светолучевые осциллографы
- 162. Магнитографы лифтовые
- 163. Функциональные (заводские) испытания лифтов
- 164. Испытания узлов лифта
- 165. Сертификационные испытания лифта
- 166. Диагностирование лифтов
- 167. Прогнозирование остаточного ресурса лифтов
- 168. КАЧЕСТВО И СЕРТИФИКАЦИЯ ЛИФТОВ
- 169. Показатели качества лифтов
- 170. Надежность лифтов
- 171. Динамика, вибрации и шум лифтов
- 172. Оценка основных частот колебаний лифтов
- 173. Вынужденные колебания лифтов
- 174. Оценка долговечности и сроков службы лифтов
- 175. Оценка долговечности элементов лифта по износу
- 176. Оценка долговечности деталей лифта по износу
- 177. Системы качества и сертификации лифтов
- 178. Сертификация лифтов
- 179. ЛИТЕРАТУРА (лифты)
- 180. МОСКОВСКОЕ ГОСУДАРСТВЕННОЕ УНИТАРНОЕ ПРЕДПРИЯТИЕ МОСЛИФ
- 181. АКЦИОНЕРНАЯ КОМПАНИЯ ЗАКРЫТОГО ТИПА РУСЬЛИФТ
- 182. Открытое акционерное общество Карачаровский механический завод
- 183. ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО ЩЕРБИНСКИЙ ЛИФТОСТРОИТЕЛЬНЫЙ ЗАВОД
- 184. АКЦИОНЕРНАЯ КОМПАНИЯ МОСЛИФТМОНТАЖ
- 185. РОССИЙСКАЯ ФЕДЕРАЦИЯ ООО ПРЕДПРИЯТИЕ ИНЖЕНЕРНЫЙ ЦЕНТР КОЛИС
- 186. ИНЖЕНЕРНЫЙ ЦЕНТР ПО НЕЗАВИСИМОЙ ТЕХНИЧЕСКОЙ ЭКСПЕРТИЗЕ ЭСКАЛАТОРОВ ИЛИФТОВ
- 187. Предприятие ПОДЪЕМ Р О D Y О М
- 188. НАУЧНО-ПРОИЗВОДСТВЕННАЯ ФИРМА ЛИФТМОНТАЖ
- 189. Народная фирма Электропровод
- 190. ИКЦ ИНЖТЕХЛИФТ
- 191. СОДЕРЖАНИЕ Лифты (Волков Д. П.)

от 890.00 руб./шт.

от 185.00 руб./шт.

от 132.00 руб./шт.

от 103.00 руб./шт.

от 391.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 17 518.00 руб./шт.

от 2559.00 руб./шт.

от 1578.00 руб./шт.

от 890.00 руб./шт.