§ 83.
Стержневые ящики для изготовления оболочковых стержней
Для изготовления оболочковых стержней применяют металические
стержневые ящики. В массовом производстве для изготовления сложных
стержневых ящиков применяют чугун или сталь.
При конструировании и изготовлении стержневых
ящиков к ним предъявляют те же требования, что и при изготовлении
модельной оснастки для оболочковых полуформ. Стержневые ящики
изготовляют с точностью по 3—4-му классу и по чистоте поверхности по
7—10-му классу. Уклон вертикальных стенок в сторону разъема должен
составлять для мелких и средних стержней от 30' до 1°. При назначении
размеров рабочей поверхности стержневого ящика следует учитывать
температурное расширение его, а также уменьшение линейных размеров
готового стержня при его остывании до нормальных температур после
извлечения из горячего ящика.
Разъем стержневого ящика выбирают в зависимости от геометрической формы
стержней и типа применяемых машин. Применяют в основном стержневые ящики
с вертикальным или горизонтальным разъемом. Реже применяют
многоразъемную модельную оснастку.
Половины стержневого ящика спаривают при помощи системы штырь — втулка.
В зависимости от способа нагрева стенки ящика должны иметь толщину: при
электрическом нагреве в печи — 40—100 мм, при газовом нагреве — до 25
мм.
При изготовлении простых по конфигурации оболочковых стержней на
поворотном бункере стержневой ящик должен иметь достаточно большую
открытую знаковую часть, через которую засыпают смесь и удаляют ее
избыток. Ящики для сложных стержней, изготовляемых как из сухой, так и
сырой песчаносмоляной смеси пескодувным способом, должны тщательно
вентилироваться.
Способ вентиляции выбирают в зависимости от конструкции и высоты
стержневого ящика. Для вентиляции используют специальные металлические
винты, имеющие щелевые прорези толщиной 0,15—0,2 мм, или предусматривают
по плоскости разъема ящика специальные щелевые прорези глубиной до 0,2
мм. Простые по конфигурации и небольшие по габаритам стержни можно
изготовлять пескодувным способом и без вент, так как воздух, попавший
вместе со смесью в полость такого ящика, будет выходить в зазор,
образованный между толкателями и отверстиями для них в теле ящика.
Плоскости разъема стержневого ящика надо тщательно под гон ять. друг к
другу, в противном случае в местах неплотного прилегания будет выдувание
смеси, что приведет к образованию в стержне местных рыхлот.
Ручные стержневые ящики для сокращения затрат времени на разъем и
скрепление стержневого ящика снабжают быстродействующими эксцентриковыми
зажимами.
Стержневые ящики для изготовления сложных коробчатых стержней или
оболочек изготавливают иногда с отъемными частями. Такие отъемные части
удаляют из ящика перед извлечением готового стержня. Эту операцию
выполняют вручную или с помощью рычажных или пневматических механизмов.
В качестве примера на рис. 144 приводится схема стержневого ящика с газовым нагревом, в конструкцию которого входят отъемные части. Нижняя половина такого ящика 5 обогревается газовыми горелками 7, вмонтированными в пустотелую толкательную плиту 8, на которой монтируются цилиндрические толкатели 9. Верхняя половила ящика 6 также обогревается газовыми горелками, вмонтированными в специальную пустотелую плиту.
Перед разъемом ящика отвержденный коробчатый
стержень или оболочка 1 освобождаются путем перемещения отъемных частей
2 и 3. Последние приводятся в действие специальными пневматическими
цилиндрами, штоки которых автоматически входят' в зацепление с захватами
4 отъемных частей ящика. Затем после разъема верхней 6 и нижней 5
половинок ящика извлекается готовая оболочка или стержень.
В стержневых ящиках предусматривают толкатели для извлечения стержней.
Толкатели в этом случае обычно устанавливают в глубоких карманах ящика и
в местах, удаленных от основной массы стержня, при этом верхняя часть
толкателей должна настраиваться заподлицо со стенками ящика.
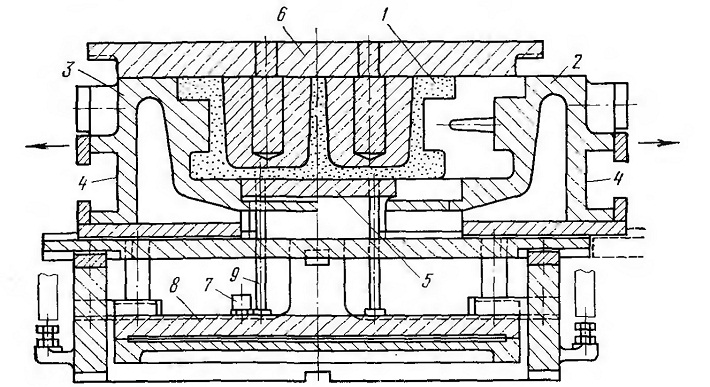
Рис.. 144. Схема модельной оснастки с отъемными частями
Контрольные вопросы
1. Какие материалы используют для изготовления модельной оснастки?
2. Из каких элементов состоит модельная плита?
3. Расскажите об устройстве стержневых ящиков.
4. Как осуществляется нагрев модельной оснастки?
5. Как производится контроль температуры нагрева модельной оснастки?
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 910.00 руб./шт.

от 0.00 руб./шт.

от 0.00 руб./шт.

от 1500.00 руб./шт.

от 109.00 руб./шт.

от 167.00 руб./шт.

от 46.00 руб./шт.

от 109.00 руб./шт.

от 1426.00 руб./шт.

от 0.00 руб./шт.

от 334.00 руб./шт.

от 265.00 руб./шт.