





§ 49.
Формовочные лески в литейном производстве
При изготовлении оболочковых форм и стержней используются кварцевые пески, относящиеся к классу ОбК, 1К (ГОСТ 2138—74). Технология изготовления оболочковых форм и стержней предъявляет ряд требований к зерновому и минералогическому составам исходных кварцевых песков, так как эти показатели в значительной степени- влияют на физико-механические и технологические свойства песчано-смоляных смесей.
Чтобы определить влияние величины зерен песка на прочность отвержденных образцов и чистоту поверхности отливок, песок рассеивали по фракциям, из которых после отмывания глинистой составляющей до 0,2% изготавливали песчано-смоляные смеси. Прочность на растяжение отвержденных образцов представлена в табл. 22. Прочность образцов, изготовленных из фракций песка 1,00, принималась за 100%.
22. Прочность на растяжение образцов, изготовленных из смесей на основе
различных фракций отмытого песка
|
№ сита |
1 |
063 |
04 |
0315 |
02 |
016 |
01 |
0063 |
005 |
|
Прочность образцов прн растяжении, % |
100 |
96,0 |
92,0 |
86,6 |
82,2 |
74,6 |
61,3 |
46,6 |
34,6 |
Из данных табл. 22 видно, что с уменьшением
зернистости песка прочность образцов значительно снижается, поэтому
использование мелкозернистых песков приводит к повышенному расходу
синтетических связующих материалов. Мелкозернистые пески целесообразно
применять для получения отливок, к которым предъявляют особые требования
в отношении чистоты поверхности, выполненной оболочковой формой или
стержнем. С увеличением размера зерен песка увеличивается и прочность
образцов, но одновременно с этим увеличивается и средняя высота
микронеровностей поверхности отливок, что заметно ухудшает чистоту литой
поверхности.
Опыты показывают (рис. 57), что на смесях с зерновым составом,
соответствующим фракциям 0063 и 005, возможно получение отливок с
чистотой поверхности 4 и 5-го классов. Хорошие результаты (в отношении
чистоты поверхности получаемого литья) дает применение кварцевого песка,
фракции которого распределяют на ситах 02; 016; 01; 0063. Желательно
иметь песок с возможно более равномерным распределением фракций на
указанных четырех ситах. Для достижения этого обычно смешивают кварцевые
пески, различные по зернистости.
На взаимодействие кварцевых песков с катализатором и связующим
материалом, особенно с фурановым, влияет минералогический состав песка.
В этом случае рекомендуют применять мытые, классифицированные кварцевые
пески с минимальным содержанием примесей. При такой обработке песков
резко сокращается содержание глинистых составляющих (до 0,1— 0,2%),
содержание окислов и гидроокислов железа не превышает 0,5%. Содержание
карбонатов в песках обычно бывает незначительным, но они существенно
влияют на физико-механические свойства смеси и поэтому содержание их в
песках допускается не более 0,5%. Примеси полевых шпатов, слюды и
карбонатов в песке образуют легкоплавкие соединения с окислами металлов,
что приводит к химическому пригару на поверхности отливок.
Пески, применяемые для изготовления оболочковых форм и стержней, должны
обладать определенной огнеупорностью и текучестью.
Недостаточная текучесть песка способствует образованию на поверхности
формы или стержня неуплотненных участков (рыхлот), что отражается на
качестве отливок. Наилучшей текучестью обладают сухие кварцевые пески с
низким содержанием глины и пылевидных включений.
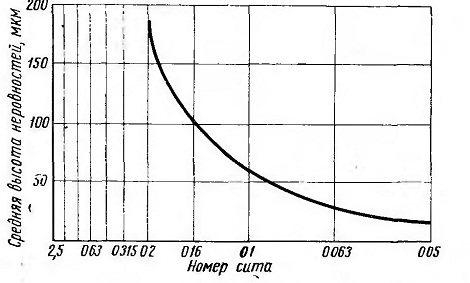
Рис. 57. График зависимости шероховатости поверхности отливки от размера зерна песка
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.