

§ 40.
Механизация и автоматизация формовочных и стержневых работ
В СССР создано много конструкций высокопроизводительных автоматических формовочных машин, которые подразделяют на однопозиционные проходные и многопозиционные карусельные. Примером машин первого типа могут служить новые конструкции автоматических формовочных машин, работающих по принципу прессования с высоким давлением. Отливки, получаемые в формах, изготовляемых на прессовых формовочных машинах, отличаются высокой точностью. Одной из таких машин является формовочный пресс-автомат конструкции НИИТрак-торосельхозмаша.
Такие формовочные машины работают на формовочных автоматических линиях в паре (для нижней и
верхней полуформы). Прессование полуформ
осуществляется рычажно-прессовым механизмом, действующим от
пневматического цилиндра.
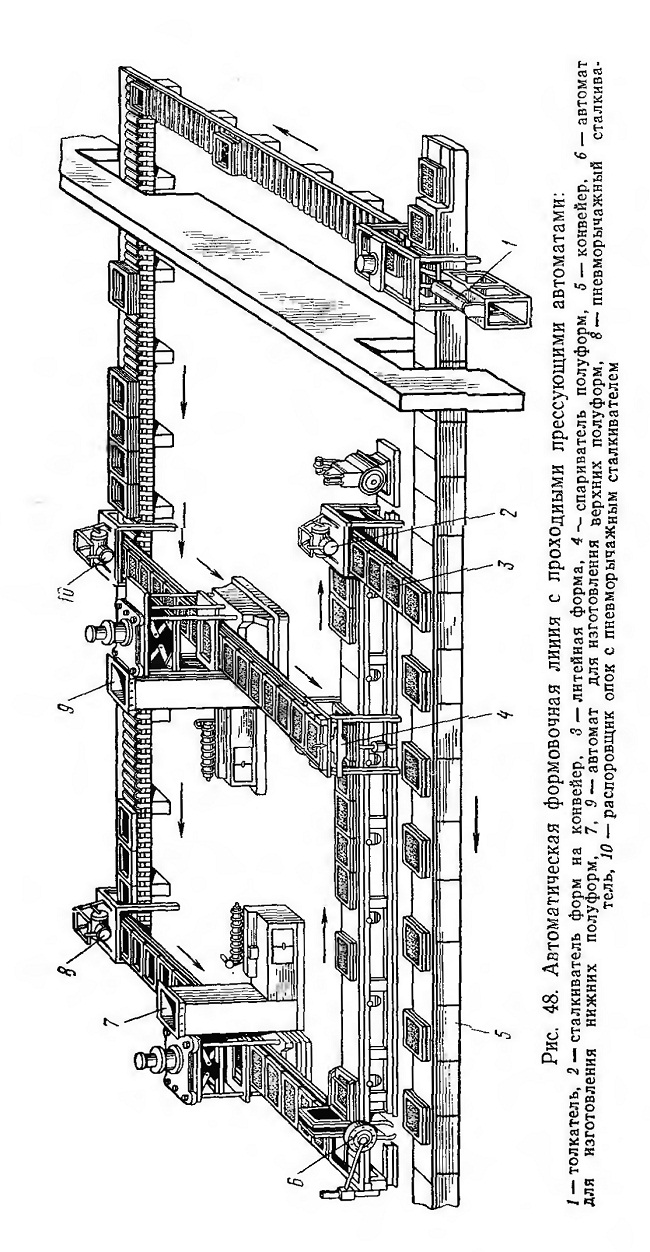
На рис. 48 изображена автоматическая линия с проходными однопозиционными
формовочными прессующими автоматами, работающими на заводе Ростсельмаш.
Характеристика линии — размер опок 600X600X120 мм; масса отливок ОД—25
кг; средняя металлоемкость формы 15,6 кг Производительность линии
(расчетная) •— 360 форм в час. Давление прессования до 40 кгс/см2.
Линия состоит из трех независимо работающих участков: •формовки верхних
и нижних полуформ, сборки и установки форм на литейный конвейер. Все они
соединены при помощи транспортных приводных рольгангов — накопителей.
Каждый участок смонтирован из отдельных агрегатов с единой системой
управления.
Участок формовки верхних полуформ состоит из прессового формовочного
автомата с пневморычажным механизмом, распо-ровщика опок и спаривания
полуформ.
Участок формовки нижних полуформ состоит из аналогичного прессового
формовочного автомата, сталкнвателя опок, механизма продольного
сталкивания и кантователя, механизма срезания напуска смеси,
находящегося под рольгангом. Участок установки форм на литейный конвейер
состоит из механизма поперечного сталкивания роликового склиза. Каждый
участок снабжен системой пневматического и электрического управления.
Собранные под заливку металлом формы накрывают грузами или скрепляют
скобами во избежание подъема верхней полуформы заливаемым металлом. В
современных литейных цехах эти трудоемкие операции механизированы.
Механизированные установки по накладыванию грузов на формы выполняются в
виде замкнутого цепного конвейера, подвешенного над сборочно-заливочной
ветвью литейного конвейера 1 (рис. 49). Подвесной конвейер имеет
самостоятельный привод 5, и скорость его движения совпадает со скоростью
движения литейного конвейера. По монорельсу 4 подвесного конвейера
свободно катятся увлекаемые цепью подвешенные грузы 3. В месте
накладывания грузов на формы монорельс снижается, и грузы ложатся на
формы 2. Перед охладительной камерой 6 монорельс имеет подъем и
несколько отводится в сторону. Подошедшие к этому месту грузы
автоматически поднимаются с форм и также отводятся в сторону.
В литейных цехах около половины общего объема трудоемкости формовочных и
стержневых работ занимают работы, связанные с изготовлением стержней.
Самой трудоемкой операцией при изготовлении стержней является набивка
их. Для механизации этой операции применяют различные стержневые машины.
Однако преимущества использования машины для набивки стержней
уменьшаются из-за большого объема ручных работ по выполнению следующих
вспомогательных операций: транспортировки, постановки и снятия
стержневых ящиков, их поворачивания и разъема, извлечения стержней из
ящиков и т. п. Трудоемкость вспомогательных операций во много раз
превышает операции набивки стержней.
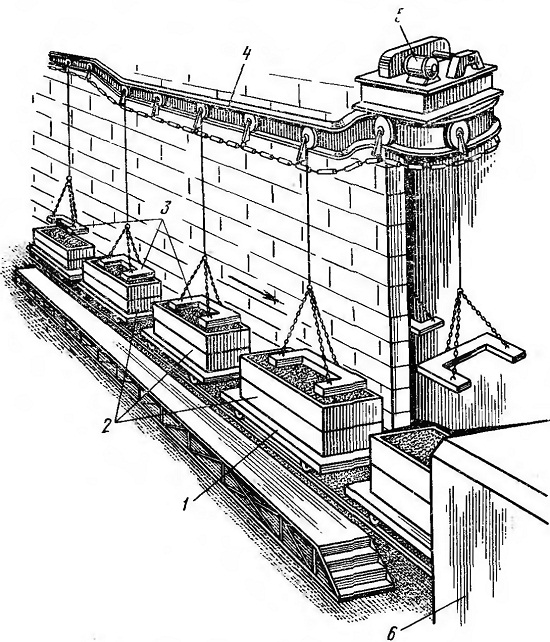
Рис. 49. Механизированное накладывание грузов на литейные формы
Поэтому комплексная механизация и автоматизация
стержневых работ должна предусматривать использование стержневых машин в
сочетании с подъемными, поворотными и вытяжными установками,
механизирующими трудоемкие вспомогательные операции.
В настоящее время создан ряд новых конструкций универсальных и
специальных пескодувных автоматических стержневых машин.
Как показывает передовой отечественный и зарубежный опыт, наиболее полно
поддается автоматизации процесс изготовления полых или монолитных
тонкостенных стержней из песчано-смоляных смесей. Использование смесей
на основе таких связующих позволяет получать готовые к употреблению
стержни за весьма короткое время непосредственно в горячем ящике по
автоматическому замкнутому циклу. При этом появляется возможность
значительно уменьшить трудоемкость изготовления стержней, повысить их
размерную точность и качество. Процесс нашел наибольшее применение в
массовом производстве.
Содержание
- 1. Г.В. Просяник Изготовление оболочковых форм и стержней читать онлайн
- 2. Введение - Изготовление оболочковых форм и стержней
- 3. Общие сведения о металлах и сплавах
- 4. Понятие о структуре сплавов
- 5. Понятие о коррозии металлов
- 6. Серый чугун
- 7. Ковкий чугун
- 8. Углеродистые стали для фасонных отливок
- 9. Легированные стали со специальными свойствами
- 10. Маркировка углеродистых и легированных сталей
- 11. Термическая и химико-термическая обработка сталей
- 12. Цветные металлы и сплавы
- 13. Металлокерамические твердые сплавы
- 14. Абразивные материалы
- 15. Обработка металла давлением
- 16. Сварка металлов
- 17. Обработка металлов резанием
- 18. Основные сведения о слесарной обработке
- 19. Схема технологического процесса производства отливок
- 20. Понятие о свойствах формовочных и стержневых смесей
- 21. Песчано-глинистые материалы
- 22. Связующие материалы в литейном производстве
- 23. Противопригарные материалы в литейном производстве
- 24. Высокоогнеупорные материалы в литейном производстве
- 25. Формовочные и стержневые смеси в литейном производстве
- 26. Контроль формовочных материалов и смесей в литейном производстве
- 27. Основные сведения о литейной оснастке
- 28. Изготовление литейных форм и стержней
- 29. Элементы литниковых систем
- 30. Основные типы плавильных печей
- 31. Заливка литейных форм
- 32. Выбивка форм, очистка и обрубка отливок
- 33. Специальные виды литья
- 34. Литье под давлением
- 35. Литье по выплавляемым моделям
- 36. МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
- 37. Элементы механизации процессов приготовления и раздачи формовочных истержневых смесей
- 38. Механизация и автоматизация формовочных и стержневых работ
- 39. Основы механизации и автоматизации составления и загрузки шихты взагранку
- 40. Пути автоматизации заливки литейных форм
- 41. Механизация и автоматизация выбивки и очистки отливок
- 42. Механизация транспортных средств в литейном производстве
- 43. Синтетические смолы
- 44. Фенолформальдегидные резольные смолы
- 45. Понятие о методах испытаний связующих в литейном производстве
- 46. Характеристика катализаторов в литейном производстве
- 47. Формовочные лески в литейном производстве
- 48. Новые формовочные материалы в литейном производстве
- 49. Добавки в песчано-смоляные смеси в литейном производстве
- 50. Разделительные составы в литейном производстве
- 51. Противопригарные покрытия в литейном производстве
- 52. Клеи для оболочковых форм
- 53. Типы песчано-смоляных смесей
- 54. Методы испытания песчано-смоляных смесей
- 55. Механические свойства песчано-смоляных смесей
- 56. Механические свойства песчано-смоляных смесей - часть 2
- 57. Физико-химические свойства песчано-смоляных смесей
- 58. Технологические свойства песчано-смоляных смесей
- 59. Составы песчано-смоляных смесей
- 60. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей
- 61. Свободная насыпка с помощью рамки
- 62. Методы изготовления оболочковых форм из сухих песчано-смоляных смесей -часть 3
- 63. Методы изготовления оболочковых стержней из сухих песчано-смоляных смесей
- 64. Формирование оболочковых стержней с помощью центробежного метода
- 65. Методы изготовления оболочковых форм и стержней из сырых песчано-смоляныхсмесей
- 66. Зависимость физико-механических свойств оболочковых форм и стержней отспособа изготовления
- 67. Способы скрепления оболочковых полуформ
- 68. Машины для изготовления сухих песчано-смоляных смесей
- 69. Машины для изготовления сырых песчано-смоляных смесей
- 70. Основные правила техники безопасности при работе на оборудовании дляизготовления песчано-смоляных смесей
- 71. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси
- 72. Элементы установок для изготовления оболочковых форм и стержней из сухойсмеси - часть 2
- 73. Элементы установок для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 74. Машины для изготовления оболочковых форм из сухой смеси
- 75. автоматические машины АКФ-2
- 76. четырехпозиционная карусельная машина модели 2Б31
- 77. Установка МДФ-240
- 78. Шестипозиционная пескострельно-прессовая установка для изготовлениястопочных оболочковых форм
- 79. Машины для изготовления оболочковых стержней из сухих смесей
- 80. Машина для механизации процесса изготовления оболочковых стержнейнасыпным способом
- 81. установки модели 91875
- 82. Стержневая пескодувная машина конструкции Минского филиала НИИАвтопром
- 83. автомат марки АЦИС-10
- 84. Машины для изготовления оболочковых форм и стержней из сыройпесчано-смоляной смеси
- 85. Установка модели 2БН83 для изготовления оболочковых стержней из сырыхсмесей
- 86. Установка модели 4509Б для изготовления стержней коробчатой конструкцииили оболочковых форм из сырой смеси
- 87. Приспособление для механического скрепления оболочковых полуформ
- 88. Оборудование для скрепления оболочковых полуформ - часть 2
- 89. Полуавтоматическая установка модели 40П-4502
- 90. Установка модели 880 для склеивания оболочковых полуформ
- 91. Высокочастотная установка для склеивания оболочковых полуформ
- 92. Установка карусельного типа для склеивания оболочковых полу-форм
- 93. Основные правила техники безопасности при работе на оборудовании дляизготовления оболочковых форм и стержней
- 94. МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ И СТЕРЖНЕЙ
- 95. Модельные плиты в литейном производстве
- 96. Элементы литниковых систем
- 97. Вспомогательные устройства при литье в оболочковые формы и стержни
- 98. Приспособления для съема оболочек с плиты в литейном производстве
- 99. Стержневые ящики для изготовления оболочковых стержней
- 100. Заливка форм для получения отливок
- 101. Выбивка отливок из оболочковых форм
- 102. Очистка отливок, полученных в оболочковых формах
- 103. Растрескивание оболочковых форм в литейном производстве
- 104. Рыхлоты и неоднородность поверхности оболочки и стержня
- 105. Коробление оболочковых форм
- 106. Газовые раковины в отливках
- 107. Неметаллические включения в отливках
- 108. Неслитины и спаи в отливах
- 109. Усадочные раковины в отливках
- 110. Литература (Изготовление оболочковых форм и стержней)

от 6237.00 руб./шт.

от 6825.00 руб./шт.

от 32 571.00 руб./шт.

от 5775.00 руб./шт.

от 6861.00 руб./шт.

от 6237.00 руб./шт.

от 6699.00 руб./шт.

от 4851.00 руб./шт.

от 5311.00 руб./шт.